Product
Product Details
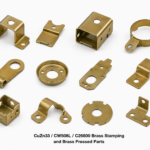
CuZn30 CW505L Brass Sheet Metal and Stamped Parts
CuZn30 – CW505L Brass Sheet Metal and Stamped Parts
CuZn30 – CW505L Brass Sheet Metal and Stamped Parts
CuZn30 (European EN designation CW505L, US equivalent C26000, commonly called Cartridge Brass or 70/30 Brass) is the premier brass alloy for sheet metal fabrication and precision stamped components. With a nominal composition of 70% copper and 30% zinc, CuZn30 – CW505L offers the highest deep-drawability, the best cold-formability, and the most predictable spring-back of any standard brass sheet alloy, making it the first-choice material for progressive die stampings, deep-drawn shells, compound-blanked components, and precision sheet metal parts in electrical, electronic, and industrial applications. Electrical Accessories India manufactures CuZn30 CW505L brass sheet metal parts and stampings at our Jamnagar, Gujarat production facility, supplying electrical OEMs, switchgear manufacturers, panel board builders, and industrial distributors in India and across 30+ international markets.
Alloy Overview – CuZn30 / CW505L / C26000
Metallurgy and Phase Structure
CuZn30 (CW505L) is a single-phase alpha-brass alloy. The 70% copper content places it firmly within the face-centred cubic (FCC) alpha-phase region of the copper-zinc binary phase diagram, with no beta phase present at any service temperature below 450°C. This fully alpha microstructure is the basis for CuZn30’s outstanding cold-formability: it exhibits a high normal anisotropy ratio (R-value ≈ 1.0–1.5), high work-hardening rate, excellent elongation (50–65% in the annealed O60 condition), and low spring-back compared to higher-zinc alloys. Tensile strength ranges from 300–360 MPa (annealed) to 560–660 MPa (spring temper, H06). The alloy is immune to dezincification – the selective leaching of zinc from the brass matrix – which affects higher-zinc alloys in aggressive environments, owing to its copper-rich composition. Electrical conductivity is 26–28% IACS, making CuZn30 suitable for current-carrying contacts, earth tags, and terminal components.
CuZn30 vs CW505L vs C26000 – Designation Cross-Reference
CuZn30, CW505L, and C26000 are designations for the same alloy group under different national standard systems. CuZn30 is the ISO and DIN chemical composition designation (copper-zinc alloy with 30% Zn). CW505L is the EN (European Norm) material number under EN 1652 for wrought copper alloy plate, sheet, strip, and foil. C26000 is the UNS (Unified Numbering System) and CDA (Copper Development Association) designation used in the USA and internationally. IS 407 Grade 2 is the equivalent Indian standard for 70/30 brass strip. All refer to brass strip containing 68.5–71.5% Cu, balance Zn, with trace impurities, and are functionally interchangeable in stamping and sheet metal applications.
Sheet Metal and Stamping Applications
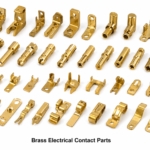
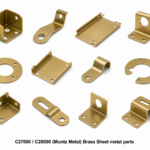
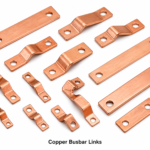
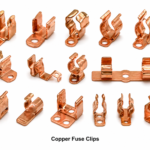
CuZn30 CW505L brass sheet metal and stamped parts are used across a wide range of applications. In the electrical sector: deep-drawn connector shells and housings for industrial and power connectors; spring contacts and bifurcated contacts for terminal blocks and PCB connectors (in half-hard or hard temper CW505L strip); earth tags, bonding clips, and grounding washers blanked and formed from 0.5–2.0 mm strip; fuse clips for cartridge fuse holders; cable gland body shells drawn from strip; switch contact blades for domestic and industrial switching devices; and bus link plates for LV distribution panels. In general industry and architecture: deep-drawn cups and capsules for instruments and sensing devices; decorative cover plates, escutcheons, and architectural hardware from polished CuZn30 strip; precision blanks and discs for further machining or assembly; and heat exchanger fin stock where thin-gauge formability is critical.
Deep Drawing Performance of CuZn30 CW505L
CuZn30 CW505L achieves limiting draw ratios (LDR) of 2.0–2.2 in a single draw without lubrication optimization, and up to 5.5 over multiple draw stages with intermediate annealing between stages. Wall thicknesses from 0.2 mm to 3.0 mm are routinely produced in drawn configurations. Blank holder force, draw speed, and lubrication (mineral oil or synthetic stamping lubricant) are optimised for each part geometry. Earing tendency of CuZn30 is moderate (earing index 4–6%), managed by die geometry and blank orientation relative to rolling direction. For symmetrical parts, blanks are oriented at 45° to the rolling direction to minimise earing. Intermediate annealing between draw stages is performed at 425–600°C (air furnace or controlled atmosphere) to restore ductility, reduce residual stress, and prevent season cracking.
Technical Specifications
| Property | Value / Range | Standard / Temper |
|---|---|---|
| EN Designation | CW505L | EN 1652 |
| ISO / DIN Designation | CuZn30 | ISO 426/1 / DIN 17660 |
| UNS Designation | C26000 | ASTM B36 |
| Indian Standard | IS 407 Grade 2 | IS 407 |
| Copper (Cu) | 68.5–71.5% | EN 1652 / ASTM B36 |
| Zinc (Zn) | Balance | EN 1652 / ASTM B36 |
| Lead (Pb) max | 0.07% | EN 1652 |
| Iron (Fe) max | 0.05% | EN 1652 |
| Tensile Strength – Annealed (O60) | 300–360 MPa | EN 1652 / ASTM E8 |
| Tensile Strength – Half-Hard (H02) | 380–450 MPa | EN 1652 / ASTM E8 |
| Tensile Strength – Hard (H04) | 450–530 MPa | EN 1652 / ASTM E8 |
| Tensile Strength – Spring (H06) | 560–660 MPa | EN 1652 / ASTM E8 |
| Elongation – Annealed | 50–65% | EN 1652 / ASTM E8 |
| Hardness – Annealed | 65–80 HV | EN ISO 6507 |
| Hardness – Half-Hard | 100–120 HV | EN ISO 6507 |
| Electrical Conductivity | 26–28% IACS | ASTM B193 |
| Thermal Conductivity | ~120 W/m·K | – |
| Density | 8.53 g/cm³ | – |
| Melting Range | 915–955°C | – |
| Strip Thickness Range | 0.1–6.0 mm | EN 1652 |
| Sheet/Plate Width Range | Up to 600 mm | EN 1652 |
| Limiting Draw Ratio (LDR) | Up to 2.2 (single draw); 5.5 (multi-stage) | – |
International Equivalent Grades
| Standard | Designation | Common Name |
|---|---|---|
| Europe (EN 1652) | CW505L | CuZn30 Brass Strip |
| ISO 426/1 | CuZn30 | 70/30 Brass |
| Germany (DIN 17660) | CuZn30 / WNr 2.0265 | Messing 70/30 |
| USA (UNS / ASTM B36) | C26000 / CDA 260 | Cartridge Brass |
| UK (BS 2870) | CZ106 | 70/30 Brass Strip |
| India (IS 407) | Grade 2 (70/30) | Brass Strip 70/30 |
| Japan (JIS H3100) | C2600 | 黄銅板 (Brass Sheet) |
| China (GB/T 2040) | H70 | 黄铜 (70/30 Brass) |
Product Types and Variants
| Product Type | Description | Typical Dimensions |
|---|---|---|
| Deep-Drawn Shells and Cups | Multi-stage drawn housings, capsules, connector shells | Dia 5–120 mm, H 5–100 mm, wall 0.3–3 mm |
| Progressive Die Contacts | Connector contacts, terminal blades, spring contacts | Strip 0.2–1.5 mm, width 5–80 mm |
| Earth Tags and Bonding Clips | Flat-blanked grounding tags, tin-plated | 0.5–2.0 mm thick, custom profile |
| Fuse Clips | Spring-formed cartridge fuse clips | For 3AG, 5×20 mm, 6×30 mm, 10×38 mm fuses |
| Precision Blanks and Washers | Circular and profiled flat blanks | Dia 5–200 mm, 0.2–5 mm thick |
| Bus Links and Terminal Plates | Blanked and punched current-carrying plates | 1–4 mm thick, custom hole pattern |
| Drawn Cable Connector Shells | Drawn and trimmed shells for cable connectors | Dia 10–60 mm, L 10–80 mm |
| Sheet Metal Panel Components | Blanked, formed, and tapped panel hardware | 1–3 mm sheet, custom profile |
| Decorative Architectural Stampings | Escutcheons, cover plates, grille blanks, polished | 0.8–2.5 mm, various sizes |
Key Features
- Highest deep-drawability of all standard brass grades – LDR up to 5.5 multi-stage
- Fully alpha-phase (FCC) microstructure – no dezincification, excellent corrosion resistance
- Available in O60 (annealed), H01 (quarter-hard), H02 (half-hard), H04 (hard), H06 (spring) tempers per EN 1652 / ASTM B36
- RoHS 2011/65/EU compliant: Pb ≤ 0.07% – no exemption required
- Electrical conductivity 26–28% IACS – suitable for contacts, earth tags, and bus links
- Compatible with tin, nickel, silver, chrome, and gold plating systems
- Full batch traceability from EN 10204 3.1 mill certificate to finished stamped part
- ISO 9001:2015 certified production; EN 1652 CW505L and IS 407 Grade 2 certified strip
- In-house progressive die toolroom: CNC wire EDM, CNC grinding, D2 tool steel fabrication
Manufacturing Process
Raw Material Incoming Inspection: CuZn30 CW505L strip coil received with EN 10204 3.1 mill certificate confirming chemical composition, temper, thickness, width, and surface quality. OES spot chemical verification on each incoming heat number. Strip width tolerance ±0.1 mm; thickness tolerance per EN 1652 Table 6.
Tool Design and Fabrication: Progressive or compound die designed in 3D CAD with spring-back compensation for CuZn30 at the specified temper and thickness. Die components machined from D2 tool steel and hardened to HRC 60–62. Wire EDM profiling for punch and die sections requiring tolerances below ±0.005 mm.
Press Setup: Die mounted in power press (25–400 ton capacity); roll feeder set to strip pitch; press speed set to 80–600 strokes/minute depending on part size and forming severity; stamping lubricant applied by roller or spray.
First Article Inspection (FAI): First 10–20 pieces inspected against drawing for all critical dimensions using CMM, optical comparator, and precision gauges. FAI report issued before mass production release. Deep-drawn parts: wall thickness at 8 points, OD, ID, height, flange flatness, and earing height all measured and reported.
Production and In-Process QC: Dimensional sample check every 2,000–5,000 parts. Spring contacts and connector contacts 100% gauged. Die wear inspected at 10,000–50,000 stroke intervals. Lubrication replenishment monitored continuously.
Deburring and Cleaning: Vibratory tumble deburring; ultrasonic cleaning for plating-bound parts. Burr height verified by microscopy at AQL 2.5.
Secondary Operations and Plating: Tapping, thread rolling, nickel/tin/silver plating, annealing, polishing, lacquering, sub-assembly as specified. Plating thickness by XRF measurement.
Final Inspection and Packing: AQL sampling per ISO 2859-1. Dimensional report on critical features. Anti-tarnish paper interleave and moisture-barrier polyethylene bags for sea freight export. Bulk tray or reel packaging per customer requirement.
Surface Finishing Options
| Finish | Specification | Typical Application |
|---|---|---|
| Bright Tin Plating | 5–15 µm, ASTM B545 | Earth tags, terminal contacts, solderability |
| Matte Tin Plating | 5–12 µm, ASTM B545 | Connector contacts, tarnish prevention |
| Electrolytic Nickel | 3–10 µm, ASTM B689 | Wear-resistant contacts, corrosion resistance |
| Electroless Nickel (ENP) | 10–25 µm, ASTM B733 | Complex geometry uniform coating |
| Silver Plating | 3–10 µm, ASTM B700 | High-current contacts, high-cycle connectors |
| Bright Polish + Lacquer | Ra ≤ 0.2 µm, clear lacquer | Decorative architectural hardware |
| Anti-Tarnish Treatment | Benzotriazole (BTA) passivation | Bare brass storage and transport |
Quality Standards and Certifications
| Standard / Certification | Applicability |
|---|---|
| ISO 9001:2015 | Quality Management System – full QMS certification |
| EN 1652 CW505L | Copper and copper alloys – plate, sheet, strip and circles/discs – for general purposes |
| ASTM B36 | Brass plate, sheet, strip and rolled bar (C26000 equivalent) |
| IS 407 Grade 2 | Indian standard – brass strip and sheet (70/30) |
| EN 10204 3.1 | Material test report for every coil batch |
| ISO 2768 | General tolerances for blanked and formed sheet metal parts |
| ISO 2859-1 | Sampling procedures for inspection by attributes – AQL plans |
| RoHS 2011/65/EU (recast) | Compliant – Pb ≤ 0.07%, all other restricted substances below limits |
| REACH SVHC | SVHC declaration available – no SVHC above 0.1% w/w |
Pricing
CuZn30 – CW505L Brass Sheet Metal and Stamped Parts: US$ 15.90 per kilogram (CIF major port, indicative). Final price subject to order quantity, part geometry, strip temper, secondary operations, surface finish, and packaging specification. MOQ 50 kg per part number. Volume pricing available for annual orders ≥ 500 kg. Contact us with drawings or specifications for a firm quotation within 24 business hours.
Frequently Asked Questions
1. What is the difference between CuZn30, CW505L, and C26000?
These are three national/international designation systems for the same alloy: CuZn30 is the ISO/DIN chemical designation (copper + 30% zinc); CW505L is the EN (European Norm) material number under EN 1652 for wrought strip and sheet; C26000 is the UNS/CDA designation used in the USA. All specify 68.5–71.5% Cu, balance Zn, and are functionally identical in stamping and sheet metal applications.
2. What temper of CW505L should be specified for deep drawing?
Annealed temper (O60 per EN 1652, or O60 per ASTM B36) is used for deep drawing operations requiring high elongation and low yield strength. For moderate draw depths combined with spring-forming features, half-hard (H02) may be specified. For spring contacts only requiring blanking and bending, hard (H04) or spring (H06) temper is used.
3. Is CuZn30 CW505L RoHS compliant?
Yes. CW505L contains a maximum of 0.07% lead – well below the RoHS 2 threshold of 0.1% for homogeneous materials. No RoHS exemption is required, and the alloy is suitable for all EU electrical and electronic equipment applications.
4. What is the minimum strip thickness available for CuZn30 CW505L stampings?
Electrical Accessories India regularly stamps CuZn30 strip from 0.1 mm thickness for precision micro-contacts, thin spring elements, and foil-gauge components, up to 6 mm plate for heavy terminal and busbar blanks.
5. Can CuZn30 CW505L parts be tin-plated?
Yes. CW505L brass accepts bright or matte electrolytic tin plating per ASTM B545 with standard pre-treatment (alkaline degrease, acid activate, copper or nickel strike, tin deposit). Standard tin thickness 5–15 µm for electrical contact and earth tag applications.
6. What is the lead time for new tooling and first production?
New progressive die design and fabrication: 4–8 weeks. First article approval: 1–2 weeks after die completion. Mass production after first article approval: 3–4 weeks. Total lead time for new tooling projects: 8–14 weeks from drawing approval to first delivery.
Related Products
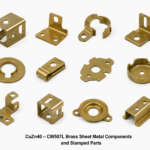
- CuZn40 – CW507L Brass Sheet Metal Components and Stamped Parts
- CuZn33 / CW508L / C26800 Brass Stamping and Brass Pressed Parts
- CuSn5 / CW451K / C51000 Spring Hard Pressing and Stamping Parts
- C26000 Brass Stamping (Cartridge Brass)
- Brass Stampings – Brass Stamped Parts and Components
Request a Quote
Electrical Accessories India manufactures CuZn30 – CW505L brass sheet metal parts and stampings for global OEM, EPC, and distribution customers. Indicative price: US$ 15.90/kg. Supply your drawing, sample, or specification and receive a detailed technical and commercial proposal within 24 business hours.
Email: info@elecaccs.com | Website: www.elecaccs.com