Product
Product Details
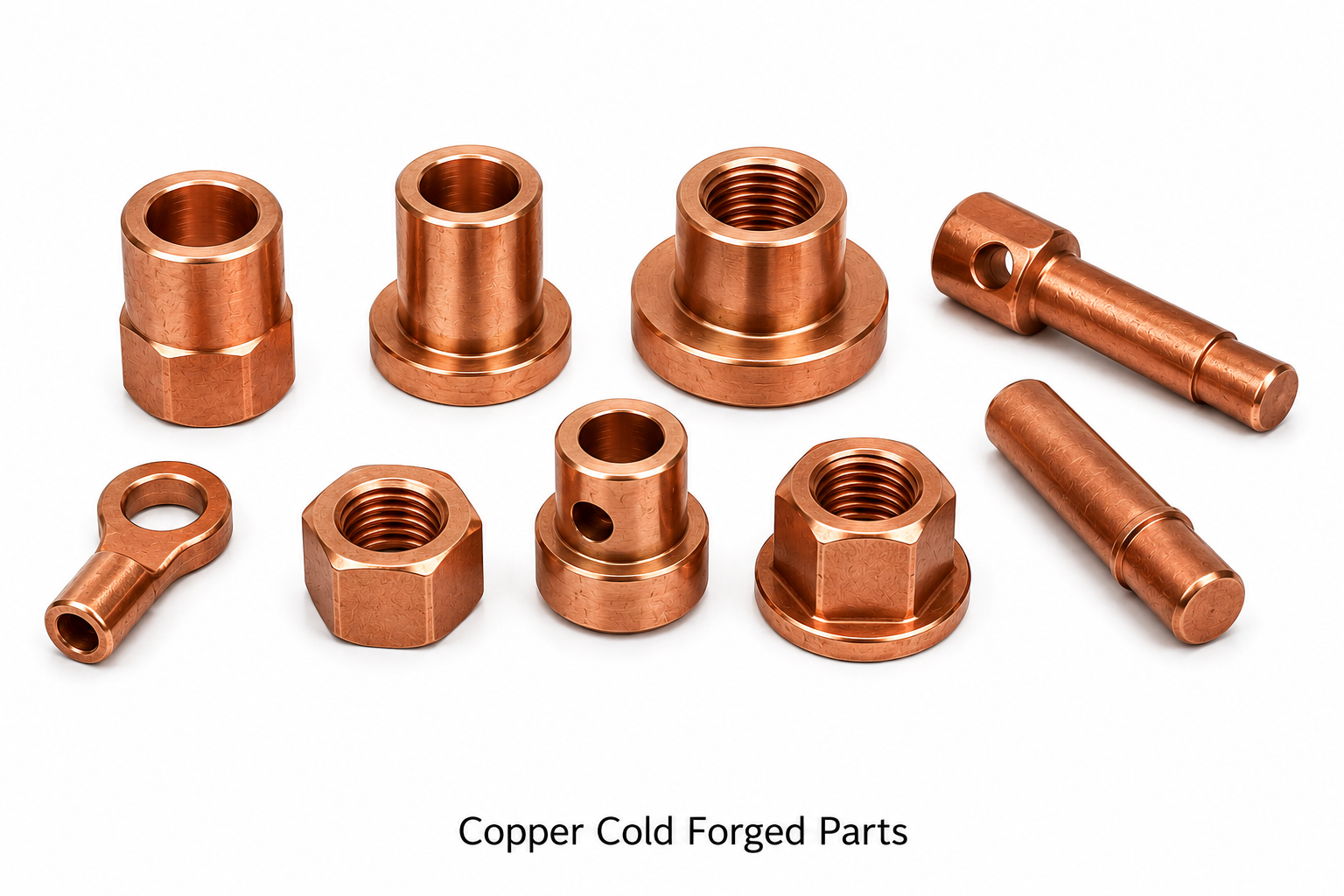
Copper Cold Forged Parts
Copper Cold Forged Parts
Pricing: US$ 15.80 / Kilogram (FOB India | MOQ: 500 pcs | Custom die tooling available)
Electrical Accessories India manufactures copper cold forged parts using cold forging presses, cold heading machines, and progressive die forming equipment. Cold forging of copper—performed at or near ambient temperature without prior slug heating—produces near-net-shape components with work-hardened microstructures, tight dimensional tolerances (±0.05 mm), excellent surface finish (Ra 0.8–1.6 µm as-forged), and material utilisation ≥90%. Copper cold forged parts include electrical terminal lugs, compression connectors, contact heads, knurled inserts, hex heads, socket heads, rivets, studs, and precision formed components for electrical OEMs, switchgear manufacturers, automotive wiring harness suppliers, EPC contractors, and power utility equipment builders.
Product Overview – Copper Cold Forged Parts
Copper cold forged parts—also referenced in procurement specifications as copper cold-headed components, copper cold-formed parts, copper cold-forged fasteners, copper precision cold-forged connectors, copper slug-forged parts, copper progressive die forgings, and copper upset forged components—are produced by applying high compressive force (typically 50–2,000 tonnes) to a copper blank or slug at room temperature, causing the metal to plastically deform into the die cavity without cracking or tearing. The absence of heating means no oxide scale formation, no decarburisation, and no thermal distortion—resulting in parts with superior surface quality and dimensional repeatability compared to hot-forged equivalents.
Cold Forging vs. Hot Forging for Copper: Copper’s excellent cold workability (elongation 35–45% for annealed C11000) makes it highly suitable for cold forging—unlike steels, which require heating to 1,100–1,250 °C for hot forging. Cold forging of copper produces parts with: (1) 15–30% higher tensile strength than hot-forged due to work-hardening; (2) surface roughness Ra 0.8–1.6 µm (vs. Ra 6–12 µm for hot forged); (3) dimensional tolerance ±0.05 mm (vs. ±0.3–0.5 mm for hot forged); and (4) no oxide scale—parts are bright and clean directly from the die.
Cold Heading: The most common cold forging process for copper fastener heads (hex heads, socket heads, button heads), upset bolt blanks, and terminal connection studs. Copper wire or rod is cut to slug length and fed into a cold header; the punch upsets (compresses) the slug end to form the head in one or two blows. Production rates of 100–600 pieces/minute on multi-die cold headers (National Machinery, Nedschroef, Hatebur) make cold-headed copper fasteners the lowest-cost method for high-volume production.
Forward Cold Extrusion / Forging: Copper blanks are pushed through converging dies to reduce cross-section and increase length—producing solid copper pins, reduced-diameter steps, and tapered profiles. Combined forward extrusion and upsetting in a single die set produces complex copper terminal bodies with integral flanges, steps, and through-holes in one operation.
Radial / Rotary Cold Forging: Rotary forging of copper tube ends and solid bar ends produces bell mouths, flared ends, tapered profiles, and crimped end shapes for cable terminations, fluid coupling ends, and hydraulic ferrules. Rotary cold forging tools deform the copper incrementally by rotating, orbital die contact—producing parts with excellent surface finish and negligible die wear compared to single-stroke open-die forging.
Copper Terminal Lug Cold Forging: Electrical cable terminal lugs (ring tongue terminals, fork terminals, pin terminals, tube terminals) are cold-forged from copper strip or tube stock using progressive tooling combining blanking, piercing, bending, and forming operations in a single progressive die. Cold-forged copper terminal lugs conform to IEC 60947-7-1, IEC 60228, DIN 46234, and ASTM F1145 dimensional and material requirements.
Knurled and Serrated Contacts: Cold forging with knurled punch faces produces anti-rotation and anti-vibration serrations, diamond knurls, and longitudinal grooves directly on contact surfaces and fastener shanks—eliminating a separate knurling operation and producing more consistent knurl depth and pattern than post-machining knurling.
Post-Cold-Forging Operations: Cold-forged copper parts are commonly followed by: CNC turning for dimensional precision on specific interfaces; drilling and threading; annealing (300–500 °C) to restore ductility for subsequent forming; electroplating (tin, nickel, silver); and assembly operations (pressing in insulators, threading on lock nuts).
Key Features
- Cold forging at ambient temperature: no scale, no thermal distortion
- Work-hardened microstructure: 15–30% higher strength vs. annealed
- Dimensional tolerance: ±0.05 mm as-forged; ±0.01 mm post-machined
- Surface finish: Ra 0.8–1.6 µm as-forged (no scale or oxide)
- Material utilisation: ≥90% (minimal flash/waste)
- Production rates: 100–600 pcs/min (cold heading)
- Progressive die capability for complex multi-operation parts
- ISO 9001:2015; EN 10204 3.1 material certificates
Work-Hardening and Mechanical Properties
Cold forging increases copper’s tensile strength significantly through dislocation multiplication in the crystal lattice (work-hardening). Annealed C11000 ETP copper (220 MPa UTS) cold-headed to form a bolt head achieves 320–380 MPa UTS in the head region (H80 temper equivalent)—providing superior clamp force retention under vibration compared to annealed terminals. For applications requiring full ductility (crimp terminals, ferrule ends), post-forging annealing at 350–450 °C restores elongation to 35%+ while retaining 90%+ of the dimensional accuracy achieved by cold forging.
Progressive Die Efficiency
Progressive die cold forging combines blanking, piercing, bending, drawing, coining, and embossing operations on copper strip/wire in a single progressive die tool, producing finished or near-finished copper cold-forged parts at high speed (50–300 strokes/minute). Progressive tooling is most economical for complex flat copper parts, terminal lugs, cable connectors, and stamped-and-formed components produced in volumes of 100,000+ pieces/month. Tooling investment of US$ 5,000–50,000 is amortised over production life of 1–5 million strokes depending on complexity.
Dimensional Consistency in High Volume
Cold forging dies maintain part-to-part dimensional repeatability of ±0.02 mm on critical dimensions for die lives exceeding 500,000 strokes (cemented carbide die inserts) or 200,000 strokes (tool steel dies). In-process SPC with Cp/Cpk ≥1.33 on critical dimensions is maintained for all long-term supply programs. Tool wear monitoring using CMM statistical trending enables predictive die replacement before parts fall outside tolerance, preventing defective parts from reaching customers.
Surface Quality Advantages
Cold-forged copper parts emerge from the die with bright, oxide-free surfaces—a major advantage over hot-forged parts that require descaling by shot blasting or acid pickling. The cold-forged surface has a fine fibrous grain structure that accepts electroplating uniformly, produces adhesion superior to machined surfaces, and provides better fatigue resistance in cyclic loading applications (spring contacts, vibration-loaded terminal connections, traction motor commutator segments).
Copper Terminal Lug Applications
Cold-forged copper terminal lugs are the primary method of cable-to-bus-bar connection in power distribution, switchgear, and industrial electrical installations. Compression-type cable lugs cold-forged from C11000 ETP copper tube and barrel stock conform to IEC 61238-1 (compression wire connectors) and provide consistent crimp force, electrical conductivity ≥98% IACS, and pull-out strength exceeding 95% of cable rated tensile strength when crimped with calibrated compression tooling to die indices specified in the product catalogue.
Custom Die Development
Cold forging die sets are developed from customer 2D/3D drawings using SolidWorks/CATIA 3D modelling and DEFORM FEA simulation to predict metal flow, forming force, and die stress. Die sets are manufactured from tungsten carbide (WC-Co) for high-volume copper applications or D2/M2 tool steel for development tooling and lower volumes. First-off samples (25–50 pieces) are inspected against drawing and submitted for customer approval before production. Die storage and maintenance for repeat orders is provided at no additional charge post-amortisation.
Technical Specifications
| Parameter | Specification |
|---|---|
| Process | Cold Heading, Cold Forging, Forward Cold Extrusion, Progressive Die, Rotary Forging |
| Material Grades | C11000 (ETP), C12200 (DHP), C14500 (Te-Cu), C17200 (BeCu) |
| Blank Diameter Range | 1 mm to 50 mm wire/rod |
| Part Weight Range | 0.5 g to 500 g |
| Dimensional Tolerance (as-forged) | ±0.05 mm on diameter; ±0.1 mm on length |
| Dimensional Tolerance (post-machined) | ±0.01 mm |
| Surface Finish (as-forged) | Ra 0.8–1.6 µm |
| Production Rate (cold heading) | 100–600 pcs/min |
| Die Life (WC inserts) | 500,000–1,000,000 strokes |
| Min Lot Size | 500 pcs (existing tooling) | 5,000 pcs (new tooling) |
| Lead Time | 2–4 weeks (existing tooling) | 4–6 weeks (new tooling) |
| Price | US$ 15.80 / Kilogram (FOB India) |
International Material Equivalents – Cold Forging
| UNS | EN | BS | DIN | IS | Cold Workability | Application |
|---|---|---|---|---|---|---|
| C11000 | CW004A | C101 | E-Cu58 | ETP Cu | Excellent | Terminal lugs, bus-bar studs, general cold-forged parts |
| C12200 | CW024A | C106 | SF-Cu | DHP Cu | Excellent | Brazed/welded assemblies, plumbing fittings |
| C14500 | CW118C | C109 | CuTeP | — | Good | Cold-forged + machined connectors |
| C17200 | CW101C | CB101 | CuBe2 | — | Good (annealed) | Spring contact blanks, high-strength inserts |
Product Types / Variants
| Type | Description | Application |
|---|---|---|
| Cold-Headed Bolt Blanks | Hex head, socket head, button head copper bolt blanks | Electrical fasteners, bus-bar bolts, earthing studs |
| Terminal Lugs | Cold-forged copper cable lug barrels and palms | Cable terminations, switchgear, motor terminals |
| Rivet and Compression Connectors | Hollow and solid copper compression connecting bodies | Wire splicing, cable joints, earthing connections |
| Contact Heads and Studs | Forged contact heads with solid or hollow shanks | Relay contacts, breaker contacts, commutator segments |
| Knurled Inserts | Externally knurled copper inserts for press-fit assembly | PCB inserts, connector body inserts, plastic overmold parts |
| Earthing Clamp Bodies | Cold-forged C-clamp and U-clamp bodies for earthing connections | Sub-station earthing, cable bonding, rail earthing |
| Compression Ferrules | Tubular cold-formed ferrules for wire end termination | DIN rail terminal blocks, control panel wiring |
Applications by Industry
| Industry | Copper Cold-Forged Part Application |
|---|---|
| Power Distribution | Compression cable lugs, bus-bar connection studs, earthing clamp bodies |
| Switchgear and Panel Boards | Contact heads, arc chute rivets, terminal binding screws, bus-bar bolts |
| Automotive and EV | Battery terminal lugs, high-current HV connector bodies, grounding studs |
| Wiring Harness | Terminal lug blanks, wire ferrules, crimp connector bodies |
| Railway and Traction | Catenary clamp bodies, rail bond ferrule ends, pantograph contact blanks |
| Renewable Energy | PV cable lug connections, wind turbine bonding clamps, earthing compression joints |
| Industrial Manufacturing | Motor terminal lugs, earthing clamps, compression connectors for cable trays |
Manufacturing Process
(1) Raw Material Inspection – copper rod or wire certified to ASTM B187 / EN 13601; chemistry and conductivity verified. (2) Slug/Blank Cutting – copper rod cut to precise slug weight; weight tolerance ±0.5% determines forged part volume accuracy. (3) Lubrication – slug or die lubrication with zinc phosphate + soap, calcium soap, or mineral oil applied. (4) Cold Forging/Heading – slug formed in single or multi-blow tooling; upset, forward extrude, or combined operation as per design. (5) Trimming and Piercing – flash trimmed; through-holes pierced; thread undercuts formed. (6) Optional Annealing – at 300–500 °C for parts requiring subsequent forming or crimping. (7) CNC Machining – precision turning of critical interfaces if required. (8) Surface Treatment – plating, passivation per specification. (9) Inspection – AQL 1.0 sampling, SPC data, CMM on first-off and periodic audit pieces. (10) Packing and Documentation.
Quality Standards and Certifications
| Standard | Scope |
|---|---|
| ISO 9001:2015 | Quality Management System |
| EN 10204 Type 3.1 | Material test certificates |
| IEC 61238-1 | Compression and mechanical connectors for power cables |
| DIN 46234 / IEC 60947-7-1 | Copper cable lugs and terminal connectors |
| ASTM B187 / EN 13601 | Copper rod composition for cold forging |
| RoHS 2 / REACH | Hazardous substance compliance |
| ASTM F1145 | Terminal lugs dimensions and requirements |
Why Choose Electrical Accessories India?
Our dedicated copper cold forging capability—combined with in-house die design using FEA simulation, progressive die tooling, and post-forging CNC machining on the same site—provides a complete supply solution for copper cold-forged parts from prototype to full production. Competitive pricing at US$ 15.80/kg FOB India, EN 10204 3.1 material certification, and supply to electrical OEMs and utilities across 20+ countries make us a trusted cold forging partner for demanding copper applications.
Frequently Asked Questions
Q1. What copper grades are used for cold forging?
C11000 (ETP copper) is the most widely used cold forging grade due to excellent cold workability (35–45% elongation annealed) and ≥98% IACS conductivity. C12200 (DHP) is used where subsequent brazing or welding is required. C14500 (tellurium copper) is selected when post-forging CNC machining is needed.
Q2. What is the difference between cold forging and cold heading?
Cold heading is a specific type of cold forging that upsets (compresses) one end of a wire or rod blank to form a head—used for bolt heads, rivet heads, and terminal contact heads. Cold forging is a broader term encompassing forward extrusion, backward extrusion, radial forging, and progressive die forming in addition to heading operations.
Q3. Can cold-forged copper parts be subsequently annealed?
Yes. Post-forging annealing at 300–500 °C restores ductility (elongation >35%) for parts requiring subsequent crimping, bending, or forming—such as cable terminal lug barrels, compression ferrule ends, and flexible bus-bar laminations. Annealing is performed in atmosphere-controlled furnaces to prevent surface oxidation.
Q4. What tolerances are achievable on cold-forged copper parts?
As-forged tolerances: ±0.05 mm on diameter, ±0.1 mm on length. Post-forging CNC machining achieves ±0.01 mm on critical interfaces. For compressed terminal lug barrel bores, ±0.05 mm is standard to IEC 61238-1 Class B requirements.
Q5. What is the typical production rate for cold-headed copper fasteners?
Multi-die cold headers produce copper bolt blanks, terminal studs, and rivet blanks at 100–600 pieces/minute depending on part diameter, head-to-shank ratio, and number of blows. For M6 copper bolt blanks, typical rate is 300 pieces/minute on a double-stroke cold header.
Q6. Do you manufacture copper compression cable lugs to IEC 61238-1?
Yes. Copper compression cable lugs (Type C, Type E/D, and Type LE/LD) conforming to IEC 61238-1 Class A and Class B are manufactured from C11000 ETP copper tube stock. Pull-out strength, electrical resistance, and temperature cycling test reports to IEC 61238-1 are available for qualified product ranges.
Q7. What is the tooling investment for new cold-forging dies?
Simple single-blow die sets (heading only): US$ 2,000–8,000. Multi-blow complex die sets: US$ 8,000–25,000. Progressive die tooling for strip-fed parts: US$ 15,000–60,000 depending on complexity and number of stations. Tooling is typically amortised over 100,000–500,000 pieces and then stored for repeat production at no additional charge.
Q8. What surface finish is achievable on cold-forged copper terminal lugs?
As-forged surface finish Ra 0.8–1.6 µm is standard. Cold-forged copper lugs are supplied as bright copper, tin-plated (ASTM B545, 2–5 µm), or nickel-plated (ASTM B689, 2–5 µm) per IEC 61238-1 and customer requirements. Selective tin plating on the crimp barrel only, with bare copper on the palm (ring/fork) area, is available for OEM-specific lug designs.
Multilingual Equivalent Terms
| Language | Equivalent Terms |
|---|---|
| Spanish | Piezas forjadas en frío de cobre, Componentes de forja en frío de cobre, Partes estampadas en frío de cobre |
| Russian | Медные детали холодной ковки, Медные холоднокованые компоненты, Детали из меди холодного прессования |
| French | Pièces en cuivre forgées à froid, Composants en cuivre mis en forme à froid, Pièces cuivre matricées à froid |
| Portuguese | Peças de cobre forjadas a frio, Componentes de cobre estampados a frio, Peças de cobre conformadas a frio |
| Italian | Parti in rame forgiate a freddo, Componenti in rame stampati a freddo, Pezzi in rame lavorati a freddo |
Related Products – Copper Parts and Components
- Copper Transformer Studs
- Copper Transformer Stud Connectors
- Copper Hex Bolts, Copper Bolts
- Copper CNC Machined Parts
- Copper Impact Extrusion / Copper Extruded Parts
- Copper Milling Work / Copper Milled Parts
- Copper Screw Machine Parts
- Copper Forged Parts / Copper Hot Forged Components
- Copper Sealing Washers
- Copper Machined Washers
- Copper Machine Screws
- Copper Nuts
- Copper Casting High Conductivity
- Copper Sealing Washers
- Copper Machined Washers
- Copper Machine Screws
- Copper Nuts
- Copper Casting High Conductivity
Request a Quote
Electrical Accessories India | Manufacturer & Exporter of Copper Cold Forged Parts
📧 Email: info@elecaccs.com | 🌐 elecaccs.com
📦 Price: US$ 15.80 / Kilogram (FOB India) | Tooling: 4–6 weeks | Production: 2–4 weeks | MOQ: 500 pcs