Product
Product Details
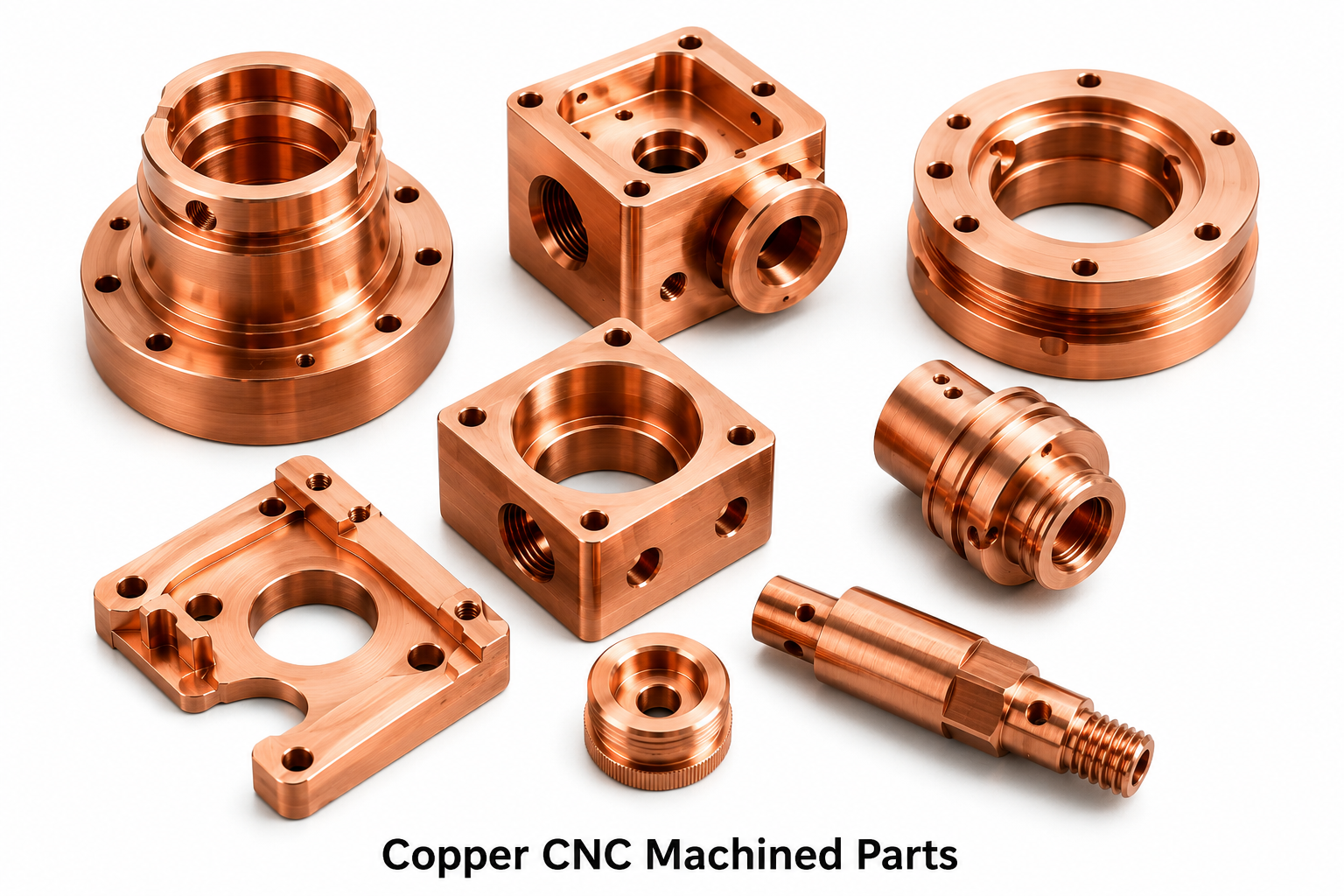
Copper CNC Machined Parts
Copper CNC Machined Parts
Pricing: US$ 15.80 / Kilogram (FOB India | MOQ: 25 Kg | Custom to drawing)
Electrical Accessories India manufactures copper CNC machined parts and copper precision machined components using multi-axis CNC machining centres, CNC turning lathes, and high-speed milling equipment. Produced from copper grades C10100 (OFHC), C11000 (ETP), C12200 (DHP), and C14500 (tellurium copper), these parts serve as bus-bar connectors, terminal blocks, contact tips, heat sink base-plates, electrical contacts, current-carrying adapters, and precision instrument housings. With tolerance capability to ±0.005 mm and surface finish Ra 0.8 µm, our CNC copper parts fulfil demanding design specifications from electrical OEMs, switchgear manufacturers, power utility engineers, and EPC project contractors worldwide.
Product Overview – Copper CNC Machined Parts
Copper CNC machined parts—also referenced as CNC copper components, copper turned parts, copper precision machined components, copper bespoke CNC parts, copper machined fittings, copper CNC-turned connectors, and custom copper machined parts—are produced to customer-supplied engineering drawings (DXF, DWG, STEP, IGES). The machining process encompasses CNC turning (OD/ID), CNC milling (face, slot, contour), CNC drilling and tapping, boring, reaming, and grinding operations performed in a single or sequential setup depending on part geometry and complexity.
Material Selection for CNC Copper Parts: C14500 tellurium copper (Te-Cu) is the preferred free-machining grade for intricate CNC parts, delivering machinability of ~90% (vs. free-machining brass at 100%) while maintaining 93% IACS conductivity—significantly higher than brass at 28% IACS. For high-conductivity bus-bar adapters and contact tips requiring maximum electrical performance, C11000 ETP copper is machined with optimised cutting parameters using carbide tooling and generous coolant. C10100 OFHC is specified where absolute purity and conductivity ≥100% IACS are required, such as vacuum interrupter contacts, cyclotron components, and precision electronics earthing systems.
Dimensional Accuracy: CNC machining tolerances of ±0.01 mm on diameter and ±0.02 mm on length are standard. For tight-fit bearing housings, contact bores, and press-fit sleeves, tolerances of ±0.005 mm (H7/h6 fit) are achieved using in-process gauging. Surface roughness Ra 0.8–1.6 µm is standard; Ra 0.4 µm is available for sealing faces and contact surfaces. First-article inspection (FAI) reports per AS9102 / PPAP Level 3 are provided for aerospace and defence customers.
Complex Geometries: Our 4-axis and 5-axis CNC machining centres enable compound-angled features, off-axis holes, helical grooves, internal tapers, and complex 3D profiles. Common complex copper CNC parts include multi-way bus connectors, circular arc contacts, spring contact housings, waveguide components, and induction heating coil bodies with internal water channels.
Secondary Operations: CNC machined copper parts are combined with EDM (Electrical Discharge Machining) for narrow slots and fine holes; thread milling for BSPP, BSPT, NPT, Tr threads; internal broaching for keyways and spline profiles; and laser cutting for flat copper bus-bar blanks from sheet material.
Sub-Assembly and Kitting: Copper CNC machined parts are frequently supplied as sub-assemblies with press-fitted inserts, threaded inserts, silver-brazed copper tubing, or adhesive-bonded ceramic insulators. Partial assembly (kitting) reduces OEM assembly time and inventory complexity.
Quality Documentation: Every batch is supplied with CMM dimensional inspection reports, EN 10204 3.1 material test certificates, conductivity test results, and RoHS/REACH declarations. SPC charts and Cp/Cpk analysis are provided on long-term supply programs to demonstrate process capability.
Key Features
- CNC turning, milling, drilling, boring, and threading in all copper alloys
- Tolerance: ±0.005 mm; Surface finish: Ra 0.4–1.6 µm
- 4-axis and 5-axis CNC machining for complex geometries
- Materials: C10100, C11000, C12200, C14500, C17200 (BeCu), C18200 (CrCu)
- FAI and PPAP documentation available
- CMM dimensional reporting with Renishaw probe
- In-house plating: tin, nickel, silver, gold
- ISO 9001:2015 certified; EN 10204 3.1 material certificates
Multi-Axis CNC Capabilities
Our CNC facility operates 2-axis, 3-axis, 4-axis, and 5-axis CNC centres with live tooling, sub-spindle capability, and automatic bar feeders. Multi-axis simultaneous machining reduces part handling, minimises datum shift, and enables single-setup production of complex copper connectors, adapter flanges, offset terminals, and shaped bus-bar ends. Swiss-type CNC screw machines produce high-volume small-diameter parts (2–32 mm diameter) at 200–2,000 pieces/hour with minimal setup time and excellent part-to-part consistency.
Material Versatility
Beyond ETP and DHP copper, we machine C17200 beryllium copper (BeCu) for spring contacts and connector pins requiring >1,000 MPa strength with 25% IACS conductivity. C18200 chromium copper is machined for resistance welding electrodes, spot welding tips, and seam welding wheels where hardness, wear resistance, and ~80% IACS conductivity are required. C19500 iron copper alloys are machined for leadframe connectors, relay contacts, and precision stamped components where dimensional stability under thermal cycling is critical.
Surface Finish and Plating
Post-machining surface treatments include electroless nickel (ENP 5–50 µm, ASTM B733), bright tin plating (2–10 µm, ASTM B545), hard chrome (ASTM B177), silver plating (1–25 µm, ASTM B700), and gold plating (0.1–2.5 µm, ASTM B488). Chemical brightening, tumble deburring, and ultrasonic cleaning are offered as standard surface preparation options. All plating is lead-free (RoHS 2 compliant) and verified by XRF per ASTM B568.
Documentation and Traceability
Full traceability from copper cathode/rod to finished machined part is maintained via heat number, lot number, and job card records. CMM reports using Renishaw probing systems provide X/Y/Z dimensional data, GD&T per ASME Y14.5-2018/ISO 1101, and surface texture results. PPAP Level 3 packs—including process FMEA, control plan, MSA results, and capability study—are available for automotive and aerospace OEM customers. Statistical batch records are maintained for 10 years per ISO 9001:2015 requirements.
Lean Manufacturing and On-Time Delivery
ERP-linked capacity scheduling maintains 95%+ on-time delivery. Kanban-based VMI (Vendor Managed Inventory) programs are available with min/max stock levels agreed in supply agreements. Emergency express runs are accommodated with 5–7 day lead times for standard-geometry copper CNC parts from in-stock raw material. Dedicated account managers provide weekly shipment status updates and proactive issue escalation for critical production programmes.
Design for Manufacturability (DFM) Support
Our engineering team reviews customer drawings for DFM feasibility and proposes alternative geometries, material substitutions, or process changes that reduce cost without compromising function. Switching from C11000 to C14500 reduces machining cycle time by 30–40% for complex shapes. We provide concurrent engineering support during product development, prototype runs (1–25 pieces), and pre-production validation batches (25–100 pieces) ahead of full production release, eliminating downstream design-change costs.
Technical Specifications
| Parameter | Specification |
|---|---|
| Manufacturing Process | CNC Turning, Milling, Drilling, Boring, EDM, Thread Milling |
| Material Grades | C10100, C11000, C12200, C14500, C17200, C18200 |
| Diameter Range | 2 mm to 300 mm |
| Length Range | 3 mm to 500 mm |
| Dimensional Tolerance | ±0.005 mm (precision) to ±0.05 mm (standard) |
| Surface Finish | Ra 0.4 µm (precision) to Ra 3.2 µm (standard) |
| Thread Capability | M1.6 to M100, UNC/UNF, BSP, NPT, BSPT |
| Min Hole Diameter | 0.5 mm (micro-drilling) |
| Batch Size | 1 piece (prototype) to 500,000 pieces/month |
| Lead Time | 5–7 days (prototype) | 2–4 weeks (production) |
| Documentation | CMM report, EN 10204 3.1 MTC, RoHS/REACH declaration |
| Price | US$ 15.80 / Kilogram (FOB India) |
Copper Grade Comparison for CNC Machining
| Grade (UNS) | BS/EN | IS (India) | Conductivity (%IACS) | Machinability (%) | Best Use |
|---|---|---|---|---|---|
| C10100 (OFHC) | CW008A / C101 | — | ≥101 | 20 | Vacuum/high-purity applications |
| C11000 (ETP) | CW004A / C101 | ETP Copper | ≥98 | 20 | Bus-bar, earthing, general electrical |
| C12200 (DHP) | CW024A / C106 | DHP Copper | ≥85 | 20 | Plumbing, welding, heat exchangers |
| C14500 (Te-Cu) | CW118C / C109 | — | ≥93 | 90 | Complex CNC parts, screw machine parts |
| C17200 (BeCu) | CW101C | — | 22–28 | 50 | Spring contacts, precision connectors |
| C18200 (CrCu) | CW105C | — | ≥80 | 30 | Welding electrodes, high-temp contacts |
Product Types / Variants
| Component Type | Description | Typical Industry |
|---|---|---|
| Bus-Bar Adapters and Connectors | Drilled, tapped, shaped copper connectors for bus-bar systems | Power distribution, switchgear |
| Terminal Blocks | Multi-conductor terminal blocks machined from solid copper bar | MV/LV panels, transformer terminations |
| Contact Tips and Arcing Contacts | CNC-turned contact tips for circuit breakers and contactors | Switchgear, MCBs, MCCBs |
| Heat Sink Base-Plates | Flat/finned copper machined heat sinks for power electronics | Inverters, drives, IGBT modules |
| Waveguide Components | Precision copper waveguide sections and flanges | Microwave, radar, telecom |
| Induction Heating Coils | Machined copper coil blocks with internal coolant channels | Induction hardening, brazing |
| CT Primary Bars | Single/multi-turn primary bars and inserts for current transformers | Metering, protection relays |
| Shaft Earthing Rings | Carbon-brush contact rings machined to shaft dimensions | Motors, generators, wind turbines |
Applications by Industry
| Industry | Copper CNC Part Application |
|---|---|
| Electrical Switchgear | Arcing contacts, main contacts, terminal adapters, bus-bar joints |
| Power Electronics | IGBT heat sinks, bus-bar links, capacitor terminals, inverter busbars |
| Renewable Energy | Solar combiner box terminals, wind turbine slip rings, earthing connectors |
| Railways and Traction | Contact wire clamps, rail bonds, traction motor brush holders |
| Telecommunications | Waveguide flanges, coaxial connectors, grounding hardware |
| Medical Equipment | MRI coil conductors, X-ray anode connections, ECG electrode plates |
| Aerospace and Defence | EMI shielding contacts, bonding straps, precision connector pins |
Manufacturing Process
(1) Drawing Review and DFM Analysis – customer 2D/3D files reviewed for manufacturability, tolerance feasibility, and material suitability. (2) Raw Material Procurement and Inspection – copper rod, bar, or plate procured from certified suppliers with MTC verification per ASTM B187 / BS EN 13601. (3) CNC Programming – CAM programs generated using Mastercam or Fusion 360 with optimised toolpaths for copper’s high thermal conductivity. (4) Machining – parts produced on CNC turning centres (with live tooling), vertical/horizontal machining centres, or Swiss-type screw machines. (5) Deburring and Cleaning – electrochemical or tumble deburring followed by ultrasonic cleaning. (6) Surface Treatment – plating or passivation per specification. (7) Inspection – CMM measurement, surface roughness, conductivity verification, and visual inspection per AQL 1.0. (8) Packing and Dispatch – VCI anti-tarnish bags, full documentation pack.
Quality Standards and Certifications
| Standard / Certification | Scope |
|---|---|
| ISO 9001:2015 | Quality Management System |
| ASME Y14.5-2018 / ISO 1101 | GD&T for dimensional inspection |
| EN 10204 Type 3.1 | Material test certificates with independent inspection |
| ASTM B187 / BS EN 13601 | Copper rod chemical composition and properties |
| RoHS 2 / REACH | Restriction of hazardous substances |
| PPAP Level 3 | Production Part Approval (automotive/aerospace) |
| AS9102 | First Article Inspection (aerospace) |
| ASTM E1004 | Conductivity testing by eddy-current method |
Why Choose Electrical Accessories India?
We combine in-house multi-axis CNC machining with deep copper metallurgy expertise to deliver parts meeting exacting dimensional and conductivity requirements. Key differentiators: 4-axis and 5-axis CNC capability; in-house CMM inspection with Renishaw probe; rapid prototyping in 5–7 days; dedicated copper machining (no cross-contamination with ferrous metals); competitive pricing at US$ 15.80/kg FOB India; and full documentation including EN 10204 3.1, CMM report, and RoHS declaration. We export to India, USA, UK, Germany, UAE, Australia, Canada, Singapore, and South Africa.
Frequently Asked Questions
Q1. What is the MOQ for copper CNC machined parts?
MOQ is 25 kg for standard production runs. Prototype and sample orders from 1 piece are accepted for design validation. For complex 5-axis parts, minimum is typically 10 pieces to amortise setup costs.
Q2. What file formats do you accept for CNC machining quotes?
We accept STEP (.stp/.step), IGES (.igs/.iges), DXF, DWG, and Solidworks (.sldprt) files. 3D STEP files are preferred for complex 5-axis parts. A fully dimensioned 2D PDF drawing is required alongside any 3D file for all production orders.
Q3. Can you machine copper to ±0.005 mm tolerance?
Yes. Our precision CNC turning centres and machining centres are capable of ±0.005 mm on critical dimensions. Thermal compensation, in-process gauging, and CMM verification are employed for all tight-tolerance work.
Q4. Why use C14500 tellurium copper instead of C11000 for CNC parts?
C14500 has ~90% machinability rating vs. ~20% for C11000, translating to faster cutting speeds, better surface finish, longer tool life, and lower machining cost—especially for parts with deep drilling, cross-holes, and complex threading. Conductivity is 93% IACS (vs. 98% IACS for C11000).
Q5. Do you provide sub-assembly services?
Yes. Sub-assembly services include press-fitting of inserts, helicoil installation, silver brazing of copper tubes, adhesive bonding of insulators, and pre-assembly of copper terminal block modules ready for OEM panel installation.
Q6. Are beryllium copper (C17200) parts available?
Yes. C17200 BeCu is machined under controlled conditions with appropriate dust extraction per OSHA beryllium standard, for spring contacts, precision pins, and high-strength connectors requiring >1,000 MPa tensile strength.
Q7. How quickly can prototypes be delivered?
Prototypes of moderate complexity (1–10 pieces) are delivered in 5–7 business days from drawing approval. Complex 5-axis parts may require 10–14 days. Express 3-day delivery is available for simple turned parts in stocked materials.
Q8. Do you provide PPAP documentation for automotive applications?
Yes. PPAP Level 3 documentation including PSW, process flow, PFMEA, control plan, MSA results, and initial capability study (Cp/Cpk ≥1.67) is available for automotive and tier-1 supplier programmes.
Multilingual Equivalent Terms
| Language | Equivalent Terms |
|---|---|
| Spanish | Piezas de cobre mecanizadas CNC, Componentes de cobre de precisión, Partes mecanizadas de cobre |
| Russian | Детали из меди с ЧПУ, Медные прецизионные компоненты, Обработанные медные детали |
| French | Pièces en cuivre usinées CNC, Composants en cuivre de précision, Pièces tournées en cuivre |
| Portuguese | Peças de cobre usinadas CNC, Componentes de precisão em cobre, Peças torneadas de cobre |
| Italian | Parti in rame lavorate CNC, Componenti di precisione in rame, Parti tornite in rame |
Related Products – Copper Parts and Components
- Copper Transformer Studs
- Copper Transformer Stud Connectors
- Copper Hex Bolts, Copper Bolts
- Copper Impact Extrusion / Copper Extruded Parts
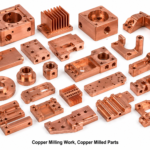
- Copper Milling Work / Copper Milled Parts
- Copper Screw Machine Parts
- Copper Cold Forged Parts
- Copper Forged Parts / Copper Hot Forged Components
Request a Quote
Electrical Accessories India | Manufacturer & Exporter of Copper CNC Machined Parts
📧 Email: info@elecaccs.com | 🌐 elecaccs.com
📦 Price: US$ 15.80 / Kilogram (FOB India) | Lead Time: 5–7 days prototype | 2–4 weeks production | MOQ: 25 Kg