Product
Product Details
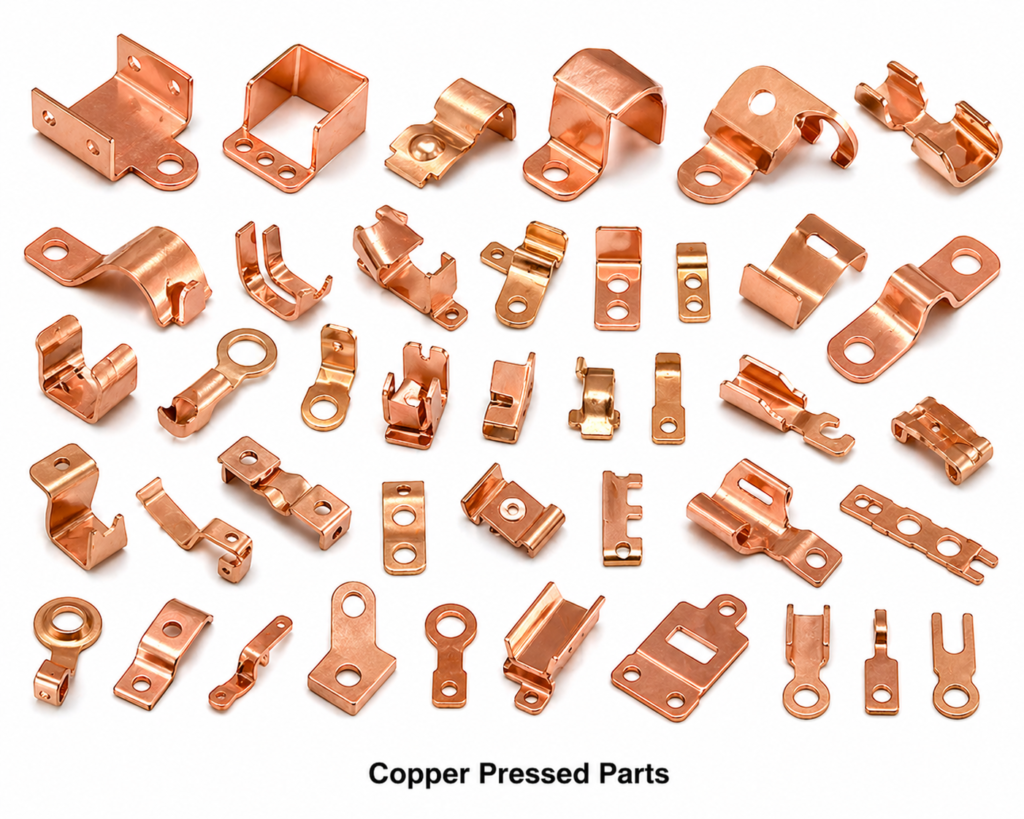
Copper Pressed Components and Copper Pressed Parts
Copper Pressed Components and Copper Pressed Parts
Pricing: US$ 16.80 / Kilogram (FOB India | MOQ: 50 Kg | Custom grades on request)
Electrical Accessories India manufactures and exports precision copper pressed components and copper pressed parts produced from high-conductivity electrolytic tough pitch (ETP) copper, oxygen-free high conductivity (OFHC) copper, and phosphorus-deoxidized (DHP) copper rod, bar, and billet stock using hydraulic and mechanical presses. These copper press-formed components are manufactured by cold pressing, warm pressing, impact extrusion, and forward/backward extrusion processes to produce near-net-shape parts with excellent dimensional accuracy, superior mechanical properties due to cold working, and consistent electrical conductivity. Copper pressed components serve electrical OEMs, switchgear manufacturers, transformer manufacturers, EPC contractors, power utilities, and cable manufacturing companies across North America, Europe, the Middle East, and Asia-Pacific.
Product Overview – Copper Pressed Components and Copper Pressed Parts
Copper pressed parts—also referenced in procurement documents as copper cold-pressed components, copper impact-extruded parts, copper cold-forged components, copper press-formed parts, copper slug-pressed components, copper hydraulically pressed parts, copper die-pressed parts, and copper swaged components—are produced by applying controlled compressive force to copper raw material (rod, billet, or slug) within a closed or open die set. The process produces components with work-hardened surfaces (improved hardness and strength), grain flow aligned with the part geometry (improved fatigue resistance), tight dimensional tolerances without requiring subsequent machining for most features, and material yields of 95–99% (near-zero scrap) compared to 30–60% material removal in CNC machining.
Copper Cable Lug and Terminal Pressed Bodies
Copper cable lug bodies, copper compression cable terminals, copper bi-metallic lug blanks (for aluminium-to-copper transitions), copper ring terminal blanks, copper flag terminal bodies, copper pin terminal blanks, copper end-seal caps, copper cable ferrule bodies, copper tube-type lug blanks, copper reduction lugs, copper offset cable lugs, copper double-hole cable lugs, copper four-bolt cable terminals, copper DIN-standard terminal blocks, and copper high-voltage cable joint inserts are produced as cold-pressed components from C11000 ETP or C12200 DHP copper slugs, achieving wall thickness uniformity within ±0.1 mm.
Copper Busbar Connectors and Junction Components
Copper busbar T-connectors, copper busbar splice plates, copper offset connectors, copper busbar transition adapters, copper busbar end caps, copper busbar joint clamps, copper flexible busbar end connectors, copper busbar tee pieces, copper in-line busbar splices, copper busbar reducers (step-down profiles), copper bus-duct flange connectors, copper power distribution terminal blocks, copper switchgear interconnection pads, and copper laminated flexible connectors are press-formed from high-conductivity ETP copper bar or billet stock conforming to IS 191, BS EN 13601, or ASTM B187.
Copper Transformer and Switchgear Pressed Parts
Copper transformer coil end turn clamps, copper bobbin end caps, copper coil support washers, copper HV/LV terminal pads, copper transformer lead-out lugs, copper transformer stud bases, copper current transformer (CT) bar inserts, copper potential transformer terminal caps, copper GIS contact blanks, copper vacuum interrupter end caps, copper SF6 contact disc blanks, copper bus-duct elbow connectors, copper cable box sealing rings, and copper epoxy bushing lead-out pads are produced as precision cold-pressed components meeting the exacting dimensional and conductivity requirements of transformer and switchgear OEMs.
Copper Earthing and Bonding Pressed Parts
Copper earth clamp bodies, copper equipotential bonding connectors, copper grounding rod coupling bodies, copper earth bar connectors, copper building earthing pads, copper substation earthing plates, copper lightning protection base plates, copper earthing rod end caps, copper compression earthing joints, copper clamp pad inserts, copper parallel groove clamps (PG clamps) bodies, copper wedge connectors, copper H-tap connectors, copper C-tap connectors, and copper multi-tap earthing blocks are produced as cold-pressed or hydraulically pressed components per BS 7430, IS 3043, IEEE 80, and IEC 62305 earthing system standards.
Copper Impact Extruded Components
Copper impact-extruded cups, copper hollow cylinders, copper battery terminal caps, copper cell connector bodies, copper tube fitting bodies, copper cable gland inner bodies, copper cold-extruded pin contacts, copper hollow headed contacts, copper deep-drawn cup contacts, copper tubular lug bodies, copper connector shells, copper co-axial connector outer bodies, copper deep socket terminals, copper thimble-type cable end caps, and copper hollow stem contacts are produced by impact extrusion from copper discs or slugs, achieving length-to-diameter ratios up to 8:1 in a single-stroke press operation.
Copper Electrical Contact Pressed Parts
Copper contact bridges, copper movable contact fingers, copper fixed contact pads, copper arcing contact discs, copper arc runner tips, copper main contact blanks, copper contact carrier pads, copper contactor bridge pieces, copper overload relay bridges, copper circuit breaker contact fingers, copper disconnector contact blades, copper switch-fuse contact blades, copper load-break contact arms, copper isolator contact fingers, and copper motor starter contact bridges are produced as precision cold-pressed parts from high-conductivity ETP copper sheet or strip, maintaining contact resistance values below 50 μΩ at rated current.
Copper Cold Heading and Upset Pressed Parts
Copper cold-headed rivets, copper eyelet contacts, copper rivet contacts for relays, copper hollow rivets for PCB assembly, copper tubular rivets, copper semi-tubular rivets, copper solid rivets, copper snap fasteners, copper press-stud components, copper hinge pins, copper shear pins, copper clevis pins, copper split pins, copper cotter pins, copper dowel pins, copper taper pins, and copper spring pins are produced by cold heading and upset forging processes from copper wire or rod stock, with head geometry and shank tolerances conforming to DIN 124, DIN 660, DIN 661, and customer specifications.
Key Features of Copper Pressed Components
- Material grades: C10100, C11000, C12200, C14500 and copper alloys per specification
- Weight range: 2 g to 5,000 g per component
- Diameter/size range: 5 mm to 200 mm maximum dimension
- Dimensional tolerance: ±0.05 mm pressed dimensions; ±0.02 mm machined after pressing
- Conductivity: 98–101% IACS (C11000/C10100 grades)
- Cold pressing, hydraulic pressing, impact extrusion, cold heading
- 100% dimensional check per AQL 1.0; conductivity testing per batch
- RoHS 2 and REACH compliant alloys and surface treatments
Superior Mechanical Properties through Cold Working
Cold pressing and impact extrusion work-harden the copper material, increasing tensile strength by 30–80% over annealed values (from 200 MPa to 300–360 MPa for C11000) and hardness by 40–60 HRF increase without any heat treatment or alloying. The worked grain structure also improves fatigue resistance and wear resistance of contact surfaces. For applications where the pressed component is subsequently annealed (e.g., cable lug bodies requiring crimping ductility), the process delivers a homogeneous microstructure without casting porosity or weld lines that would appear in cast equivalents.
Near-Net-Shape Manufacturing and Material Efficiency
Cold pressing achieves near-net-shape geometry, reducing material waste to 1–5% (flash only) compared to 40–60% material removal for CNC machined equivalents. This makes cold pressing the most cost-effective manufacturing route for copper components with axisymmetric or moderately complex geometry at medium to high production volumes (10,000+ pieces). Slug preparation (cut or sawn from rod) is the only pre-press operation; finished components require only deburring, plating, and inspection before shipment. Tooling costs are amortised over 200,000–2,000,000 press cycles, making piece-price very competitive at medium-high volumes.
Consistent Conductivity and Electrical Performance
Cold pressing from premium ETP copper (C11000, ≥ 99.9% Cu) or DHP copper (C12200, phosphorus-deoxidized) maintains full electrical conductivity (≥ 98% IACS) throughout the pressed component, unlike brazing, welding, or sintering processes that may create low-conductivity zones at joints. The absence of voids, shrinkage, or gas inclusions — common defects in casting — ensures uniform current distribution and prevents localised overheating in service. Conductivity is verified by eddy-current testing on production batches.
Plating and Surface Treatment Compatibility
Copper pressed components accept all standard electroplating and surface treatments: tin plating (ASTM B545, 3–8 μm) for corrosion resistance and solderability; nickel plating (ASTM B689, 3–10 μm) for abrasion and corrosion resistance; silver plating (ASTM B700, 5–25 μm) for high-current contact surfaces; gold flash (over nickel) for low-resistance connector contacts; zinc-nickel plating for hardware in aggressive environments; and chemical passivation for general atmospheric tarnish resistance. Pressed surfaces with Ra 0.8–3.2 μm accept plating without special pre-treatment beyond standard cleaning and activation.
Design Flexibility and Custom Engineering
Press tooling can accommodate complex geometries including flanges, internal and external splines, blind holes, cross-bores, threaded inserts (with post-press tapping), knurled surfaces, and multi-diameter stepped profiles in a single pressing stroke. Secondary machining (turning, drilling, threading, milling) is performed on press-formed blanks to achieve precision features such as tight-tolerance bores, precision threads, and critical mating surfaces. Combination press-and-machine routes offer the cost efficiency of pressing for bulk material forming with the precision of machining for critical features.
Quality Documentation and Traceability
All copper billet and rod stock used for pressing is sourced from LMBA-registered smelters with EN 10204 Type 3.1 mill certificates covering chemical composition, mechanical properties, hardness, and conductivity. Lot traceability through heat numbers and production batch records enables recall and analysis of any quality event. In-process dimensional gauging with digital vernier callipers, micrometers, and pin gauges maintains process control. First-article inspection (FAI) reports per AS9102 are available for OEM qualification. Third-party inspection by SGS, Bureau Veritas, or TÜV is available at additional cost.
Technical Specifications
| Parameter | Specification |
|---|---|
| Product | Copper Pressed Components / Copper Pressed Parts |
| Process | Cold Pressing, Hydraulic Pressing, Impact Extrusion, Cold Heading, Upset Forging |
| Material Grades | C10100, C11000, C12200, C14500 (see grade table) |
| Raw Material Form | Rod, Bar, Billet, Wire, Slug/Disc |
| Component Weight | 2 g to 5,000 g |
| Part Size Range | 5 mm to 200 mm max. characteristic dimension |
| Dimensional Tolerance | ±0.05 mm pressed; ±0.02 mm post-machined |
| Wall Thickness (hollow parts) | 0.5 mm min. (impact extruded) |
| L/D Ratio (extruded) | Up to 8:1 |
| Conductivity | 98–101% IACS (C11000/C10100 grades) |
| Tensile Strength (pressed) | 300–380 MPa (work-hardened C11000) |
| Surface Finish | Ra 0.8–3.2 μm (as-pressed); better with machining or grinding |
| Surface Treatment | Bright / Tin-plated / Nickel-plated / Silver-plated |
| MOQ | 50 kg (standard); 100 pcs (prototype) |
| Lead Time | Tooling: 3–5 weeks; Production: 2–4 weeks (repeat) |
Copper Raw Material Grades and International Equivalents
| UNS (USA) | EN (Europe) | BS (UK) | DIN (Germany) | IS (India) | JIS (Japan) | Description |
|---|---|---|---|---|---|---|
| C10100 | CW008A | C101 | E-Cu99.99 | — | C1011 | OFHC – Oxygen-Free High Conductivity |
| C11000 | CW004A | C101 | E-Cu58 (ETP) | ETP Copper | C1100 | Electrolytic Tough Pitch (ETP) |
| C12200 | CW024A | C106 | SF-Cu (DHP) | DHP Copper | C1220 | Phosphorus Deoxidized (DHP) |
| C14500 | CW118C | C109 | CuTeP | — | C1450 | Tellurium Copper – Free Machining |
Product Types and Variants
| Pressed Component Type | Process | Primary Application |
|---|---|---|
| Cable Lug Bodies | Cold pressing / Impact extrusion | HV/LV cable terminations, earthing connections |
| Busbar Connectors | Cold pressing / Hydraulic pressing | Busbar joints, switchgear interconnections |
| Contact Bridges | Cold pressing from strip | Contactors, relays, circuit breakers |
| Hollow Pins and Sockets | Impact extrusion | Multi-pin connectors, PCB contacts, coaxial contacts |
| Rivets and Fasteners | Cold heading | PCB assembly, contact rivets, electrical hardware |
| Earthing Clamp Bodies | Cold pressing | Equipotential bonding, substation earthing |
| Terminal Pads | Cold pressing | Transformer terminals, switchgear terminals |
| Connector Shells | Impact extrusion | Cable connectors, coaxial outer conductors |
Applications by Industry
| Industry | Copper Pressed Component Application |
|---|---|
| Power Cables and Wiring | Cable lug bodies, compression terminals, cable connectors, bi-metallic joints |
| Power Transmission and Distribution | Busbar connectors, transformer terminal pads, switchgear contact bridges, earthing clamps |
| Switchgear and Control Gear | Contactor bridges, relay contacts, circuit breaker contact fingers, bus-duct connectors |
| Renewable Energy | Inverter busbar terminals, solar cable compression connectors, wind turbine earthing pads |
| Automotive and EV | Battery terminal caps, BMS bus connectors, EV charging connector inserts, motor terminal lugs |
| Railways and Metro | OHE compression connectors, traction return bonding pads, pantograph pressure contact pads |
| Earthing and Lightning Protection | Earth clamp bodies, grounding rod couplings, lightning protection base plates, PG clamp bodies |
| Electronics Manufacturing | Rivet contacts, PCB press-fit pins, shielding can bodies, coaxial connector parts |
Manufacturing Process
Copper pressed components are produced through a controlled multi-step manufacturing process. Step 1 – Raw Material Preparation: Copper rod or bar is cut or sawn to precise slug weights (±0.5%) using automatic slug-cutting presses or CNC sawing machines. Slug mass accuracy is critical to preventing underfill (short parts) or overfill (die cracking) in subsequent pressing. Step 2 – Slug Annealing (where required): Slugs are annealed in controlled-atmosphere furnaces (400–600°C, N₂/H₂ atmosphere) to soften material before heavy deformation presses. Annealing time and temperature are monitored by thermocouple-calibrated recorders. Step 3 – Lubrication: Slugs are coated with zinc stearate, copper soap, or MoS₂ lubricant to reduce die friction and prevent galling. Step 4 – Pressing/Extrusion: Single or multi-stage pressing is performed on mechanical (30–400 ton), hydraulic (50–2000 ton), or knuckle-joint presses. Die sets are manufactured from D2/M2 tool steel with surface hardness RC 58–62. Step 5 – Flash Trimming: Any flash (excess material at parting lines) is trimmed in dedicated trimming presses. Step 6 – Secondary Machining: Precision features (bores, threads, facing) are machined on CNC lathes and machining centres. Step 7 – Surface Treatment: Plating or passivation per customer specification. Step 8 – Inspection: 100% visual inspection; dimensional sampling per AQL 1.0; conductivity testing on 10% of pieces per batch. Step 9 – Packing: VCI polybag + carton or bulk bag; EN 10204 3.1 MTCs, REACH/RoHS declarations, and packing lists accompany each shipment.
Quality Standards and Certifications
| Standard / Certification | Scope |
|---|---|
| ISO 9001:2015 | Quality Management System |
| ASTM B187 / BS EN 13601 | Copper rod and bar chemical composition and properties |
| EN 10204 Type 3.1 | Material test certificate with independent inspection |
| DIN ISO 2768 | General tolerances for pressed components |
| IEC 61238-1 | Compression connectors for power cables – testing |
| BS 7430 / IS 3043 | Earthing standards for pressed earthing components |
| RoHS 2 (2011/65/EU) | Restriction of hazardous substances in surface treatments |
| REACH (EC 1907/2006) | Chemical substance compliance |
| ASTM B117 | Salt spray / corrosion testing (plated parts, 500 h) |
Why Choose Electrical Accessories India for Copper Pressed Components?
Electrical Accessories India operates dedicated copper pressing and cold forging lines equipped with mechanical presses (30–400 ton), hydraulic presses (50–2000 ton), impact extrusion presses, and cold heading machines, with in-house die manufacturing on CNC wire EDM and CNC milling machines and in-house electroplating. Our capabilities include: single-source supply for copper pressed parts, stampings, turned components, and fasteners; EN 10204 3.1 material certificates; NABL-traceable conductivity and dimensional testing; competitive pricing at US$ 16.80/kg FOB India; export packaging per ISPM-15; and supply to clients in India, USA, UK, Germany, UAE, Australia, Canada, Singapore, and South Africa.
Frequently Asked Questions (FAQ)
Q1. What is the difference between copper pressed parts and copper stamped parts?
Copper stampings are produced from flat sheet or strip stock using blanking, forming, and drawing dies in a stamping press — they are primarily flat or sheet-metal-formed components. Copper pressed parts (also called cold-pressed or cold-forged parts) are produced from rod, bar, billet, or slug stock using closed dies under much higher compressive forces — they are typically solid, hollow, or semi-hollow 3D components with thicker walls. Stamping is ideal for thin flat parts; pressing/forging is ideal for thicker, more 3D geometries such as cable lug bodies, connector shells, and contact bridges.
Q2. What copper grade is recommended for cable lug bodies?
C12200 DHP copper (phosphorus-deoxidized) is the preferred grade for cable compression lug bodies because its phosphorus content (0.015–0.040% P) prevents hydrogen embrittlement during silver brazing or soft soldering operations performed after pressing. C11000 ETP copper is equally acceptable for mechanical compression lugs. For bi-metallic aluminium-copper lugs, a friction-welded or explosion-welded blank in C11000 copper is used for the copper tube section.
Q3. What tolerances can be achieved on cold-pressed copper components?
As-pressed outer diameter tolerances of ±0.1 mm (ISO IT11) are standard for most cold-pressed parts. Critical features such as bore diameters and thread root depths are machined after pressing to achieve ±0.02–0.05 mm (ISO IT7–IT9). Impact-extruded wall thickness uniformity is ±0.1 mm for standard tools. For tighter tolerances on all features, a combination press-then-machine route achieves ±0.01–0.02 mm on all critical dimensions.
Q4. Can you supply copper pressed parts with integral plating to IEC 61238-1 for cable connectors?
Yes. Copper compression connector bodies with tin plating (ASTM B545, minimum 10 μm) or bare copper (passivated) conforming to the dimensional requirements of IEC 61238-1 are produced. Type-test reports for compression connector bodies per IEC 61238-1 (mechanical and electrical performance tests) can be facilitated through accredited test laboratories. We supply pressed bodies; crimping and final assembly are performed by the cable connector manufacturer.
Q5. What press capacity do you have for large copper pressed components?
We operate hydraulic presses up to 2000 ton capacity for large components such as heavy busbar connectors, transformer terminal pads, and large earthing clamp bodies requiring high forming forces. For very large forgings above 5 kg per piece, open-die or closed-die hot forging at 700–900°C is used as an alternative process. Please submit drawings for feasibility assessment and quotation.
Q6. Do you offer copper pressed components with threaded connections?
Yes. Internal threads (tapped after pressing) and external threads (thread-rolled or thread-cut on CNC lathes after pressing) are standard secondary operations. Thread forms include ISO metric (M3–M36), BSP (1/8″ to 2″), NPT, and UNC/UNF. Thread gauging with calibrated GO/NO-GO gauges is performed 100% for critical connectors and per AQL 1.0 for standard hardware.
Q7. What is the lead time for new tooling and production of copper pressed components?
New closed-die tooling lead time is 3–5 weeks from approved drawing. First-article samples are produced within 1 week of tool completion for customer approval. Production lead time after approved FAI is 2–3 weeks for standard quantities. For urgent requirements, semi-finished pressed blanks from stocked slug material can be machined to final dimensions in 5–7 working days.
Q8. Are EN 10204 3.1 material test certificates provided with copper pressed components?
Yes. EN 10204 Type 3.1 certificates from the copper rod/billet mill are provided with every production shipment, including chemical composition by ICP spectrometry, mechanical properties (tensile strength, elongation, hardness), and electrical conductivity. Third-party witnessed inspection by SGS, Bureau Veritas, or TÜV Rheinland is available for large project orders.
Q9. Can you supply copper pressed components for ATEX/IECEx hazardous area installations?
Yes. Copper pressed components for ATEX and IECEx Zone 1/2 installations are produced from certified copper alloys with full material traceability and documentation. Copper’s non-sparking properties (below the ignition threshold for most flammable gases and vapours) make it a preferred material for earthing and bonding hardware in ATEX environments. We provide all required material documentation; ATEX/IECEx marking of the complete assembly is the responsibility of the certified equipment manufacturer.
Q10. What surface finishes are standard for copper pressed cable lug bodies?
Bare copper (bright, pickled and passivated) is standard for field-crimp cable lugs. Tin plating (ASTM B545, 5–15 μm, matte or bright) is specified for long-storage inventory or humid/coastal environments. Nickel plating (3–8 μm) is used for oil & gas and chemical plant applications. Silver plating (10–25 μm) is specified for high-current busbars and substation terminal connectors where low contact resistance is mandatory. All plating is RoHS 2 compliant (lead-free).
Equivalent Terms in Other Languages
| Language | Equivalent Terms (3–4 terms) |
|---|---|
| Spanish | Componentes prensados de cobre, Piezas prensadas de cobre, Partes embutidas de cobre |
| Russian | Медные прессованные компоненты, Прессованные детали из меди, Медные прессовые части |
| French | Composants emboutis en cuivre, Pièces pressées en cuivre, Pièces matricées en cuivre |
| Portuguese | Componentes prensados de cobre, Peças prensadas de cobre, Partes conformadas de cobre |
| Italian | Componenti pressati in rame, Parti pressate in rame, Pezzi forgiati a freddo in rame |
Related Products – Copper Parts and Components
- Copper Hex Bolts, Copper Bolts
- Copper Stamping and Copper Stamped Parts
- Copper Turned Components
- Copper Ferrules – Copper Olives
- Copper CNC Machined Parts
- Copper Cold Forged Parts
- Copper Screw Machine Parts
- Copper Nuts
- Copper Sealing Washers
- Copper Transformer Stud Connectors
Request a Quote – Copper Pressed Components
Electrical Accessories India | Manufacturer & Exporter of Copper Pressed Components and Copper Pressed Parts
Email: info@elecaccs.com | Website: elecaccs.com
Price: US$ 16.80 / Kilogram (FOB India)
Lead Time: 2–4 weeks | MOQ: 50 Kg | Custom tooling accepted
Submit your drawing or specification (PDF, DXF, STEP) to receive a detailed technical and commercial quotation within 24 business hours. We serve electrical OEMs, cable manufacturers, EPC contractors, and distributors across India, USA, UK, Germany, UAE, Australia, Canada, Singapore, and South Africa.