Product
Product Details
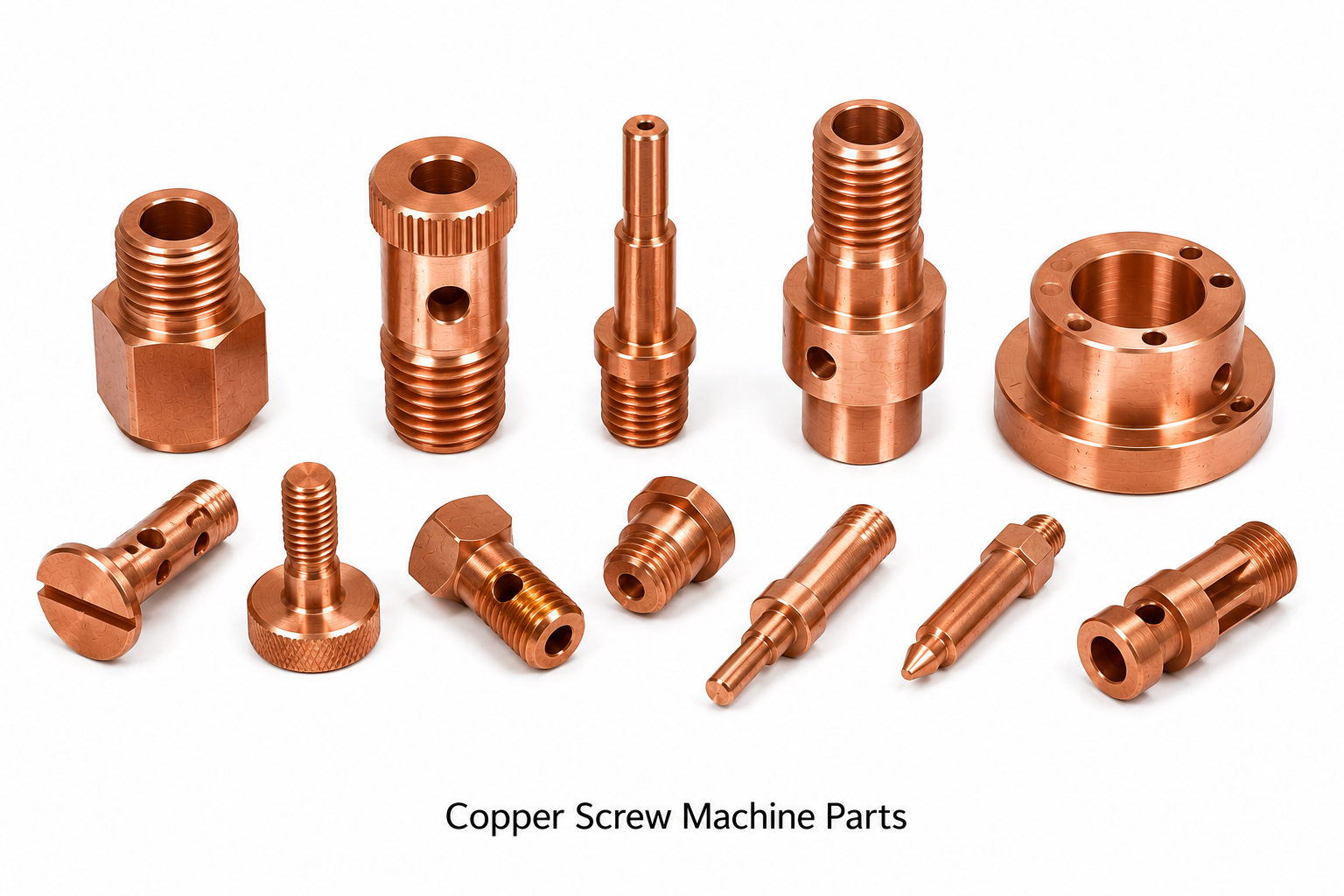
Copper Screw Machine Parts
Copper Screw Machine Parts
Pricing: US$ 15.80 / Kilogram (FOB India | MOQ: 500 pcs | High-volume production)
Electrical Accessories India manufactures copper screw machine parts on multi-spindle automatic screw machines, CNC single-spindle automatics, and Swiss-type CNC lathes (Citizen, Star, Tsugami configurations). Produced from copper bar stock in grades C14500 (tellurium copper – preferred free-machining grade), C11000 (ETP copper), and C12200 (DHP copper), copper screw machine parts include electrical contact pins, terminal screws, connector studs, precision bushings, standoffs, spacers, crimp ferrules, and high-volume turned components for electrical connectors, relay terminals, and instrument components. Production rates of 200–5,000 pieces/hour enable competitive piece pricing for orders from 5,000 to 10 million pieces per year.
Product Overview – Copper Screw Machine Parts
Copper screw machine parts—also known as copper automatic screw machine components, copper Swiss screw machine parts, copper CNC automatic turned parts, copper high-volume precision turned parts, copper bar-fed components, copper multi-spindle turned parts, and copper precision turned and formed components—are produced on automatic turning equipment that machines parts from copper bar stock continuously, with minimal operator intervention, delivering extremely consistent part quality and the lowest possible per-piece cost for high-volume requirements.
C14500 Tellurium Copper Advantage: The most important material selection for copper screw machine parts is C14500 tellurium copper (UNS C14500, CW118C, Cu-Te-P). Its machinability rating of ~90% (free-machining brass = 100%) makes it the copper of choice for automatic screw machine production, allowing cutting speeds of 200–300 m/min with minimal tool wear. The 0.4–0.7% tellurium addition creates Te-Cu₂ particles that act as chip breakers, producing short, manageable chips—essential for high-speed automatic production where long stringy chips would jam the machine. Conductivity of 93% IACS makes it suitable for electrical contact pin and terminal applications.
Multi-Spindle Automatic Screw Machines: Multi-spindle automatic screw machines (Acme-Gridley, New Britain, Davenport configurations) operate with 4–8 spindles simultaneously, each performing a different operation (turn, drill, thread, cross-drill, form, cut-off) on the same part at different machining stations. This parallel processing enables production rates of 1,000–5,000 pieces/hour, making multi-spindle screw machine parts the most cost-effective method for high-volume copper connector pins, terminal screws, and contact studs in the 4–40 mm diameter range.
Swiss-Type CNC Screw Machines: Swiss-type CNC lathes (sliding headstock machines) guide copper bar stock through a hardened guide bushing, supporting the workpiece immediately at the cutting point—enabling precision turning of long, slender copper parts (L/D ratio up to 40:1) to tolerances of ±0.005 mm on diameter and ±0.01 mm on length. This capability is essential for copper contact pins, antenna connectors, precision test probes, and miniature terminal posts with diameters as small as 0.8 mm and lengths to 200 mm.
CNC Single-Spindle Automatics: CNC single-spindle screw machines (Index, Tornos, Miyano configurations) with live tooling and Y-axis capability produce complex copper parts with cross-holes, hexagonal features, milled flats, and off-centre features in a single setup. This equipment bridges the gap between Swiss-type machines (long slender parts) and multi-spindle machines (highest volume) for parts requiring complex geometry at moderate volumes (5,000–100,000 pieces/month).
Precision Dimensions: Diameter tolerances of ±0.005 mm (Swiss-type) and ±0.01 mm (multi-spindle) are standard. Surface roughness Ra 0.4–0.8 µm is achieved on turned diameters directly from the screw machine without post-machining. Thread tolerances to ISO 6g (external) and 6H (internal) are produced using form-relieved threading tools and thread milling on CNC automatics.
High-Volume Production Economy: For quantities above 10,000 pieces/month, screw machine production cost is typically 40–70% lower than CNC turning centre production for the same part, due to zero setup time per part, minimal material handling, and continuous bar-feed operation. Setup time for changeover between copper screw machine parts is 2–4 hours, enabling flexible production scheduling for multiple part numbers.
Secondary Operations: Screw machine copper parts are often subjected to secondary operations including cross-drilling (indexing heads), milling flats (hexagonal head formation), groove cutting for snap rings, undercut turning for O-ring grooves, broaching for hexagonal drives, and crimping die forming for terminal applications.
Key Features
- Production rates: 200–5,000 pieces/hour on multi-spindle automatics
- Swiss-type capability: L/D ratio to 40:1; diameter from 0.8 mm to 32 mm
- Diameter tolerance: ±0.005 mm (Swiss); ±0.01 mm (multi-spindle)
- C14500 tellurium copper preferred for machinability and conductivity
- Thread tolerance: ISO 6g (external), 6H (internal)
- Surface finish: Ra 0.4–0.8 µm on turned diameters
- Complete with secondary operations: cross-drill, mill flats, groove, form
- ISO 9001:2015; 100% conductivity and dimensional sampling
Automatic Screw Machine Capabilities
Multi-spindle automatic screw machines operate with indexing tool slide stations performing simultaneous cutting operations: OD turning, end-facing, form turning, threading, drilling, reaming, knurling, and cut-off—all at the same time on different parts at different spindle positions. Cam-controlled machines (Acme-Gridley, Davenport) achieve the highest production rates (2,000–5,000 pcs/hr) with excellent repeatability. CNC-converted multi-spindles add flexibility for quick changeovers between copper screw machine part families without recamming. Bar stock diameter range is 3 mm to 50 mm from copper, brass, or bronze bar fed through pneumatic or hydraulic bar-feed magazines.
Swiss-Type Precision for Slender Parts
For copper contact pins, precision test probes, and miniature terminal posts with L/D > 5:1, Swiss-type CNC sliding headstock machines are the only practical production method. The guide bushing supports the copper bar at the cutting point, eliminating deflection—enabling turning of 1 mm diameter pins to 0.002 mm diameter tolerance at 300 mm length. Live tooling stations and Y-axis on Swiss-type machines add cross-milled flats, drilled holes, and threaded features in the same setup. Cycle times of 15–60 seconds per part make Swiss-type screw machining competitive for volumes of 5,000–200,000 pieces/month.
Thread Production on Copper
External threads on copper screw machine parts are produced by thread-rolling (strongest, burnished surface), thread-cutting with single-point tool (versatile, any pitch), or threading die (fastest for standard threads). Form-rolling (no-cut threading) increases root strength ~25% and improves thread surface quality to Ra 0.2–0.4 µm on C14500 and C11000 copper, producing burr-free threads that resist seizing and galling in terminal assembly. Internal threads are cut with plug taps or form-tapped (no-cut) for M2.5 to M12 in copper; thread milling for non-standard threads on CNC automatics.
Quality Control in High-Volume Production
Statistical sampling per AQL 1.0 (critical characteristics) and AQL 2.5 (major dimensions) is performed at the start of each production run and every 500 cycles. In-process gauging using air gauges, snap gauges, and thread ring/plug gauges verifies critical dimensions automatically. Vision inspection systems check surface defects, burrs, and missing features at 100% for critical high-volume connector pin programmes. SPC control charts for OD, length, and thread engagement are maintained for all long-term supply programs.
Material Traceability and Certification
Copper bar stock is purchased from certified copper rod manufacturers with EN 10204 3.1 mill test certificates verifying chemical composition (ICP), conductivity (≥93% IACS for C14500), hardness, and dimensional tolerances. Lot traceability from copper bar heat number to finished screw machine part production lot is maintained in ERP records for 10 years. RoHS 2 and REACH compliance declarations are provided with each shipment, confirming lead-free and cadmium-free status of all copper screw machine parts.
Custom Part Development
New copper screw machine part development follows a structured process: DFM review of customer drawing → cam design or CNC program development → tooling procurement → first-off sample (10–25 pieces) → FAI inspection and customer approval → production release. Typical new part development time is 1–3 weeks for simple parts on existing machine configurations. Complex parts with multiple secondary operations may require 3–5 weeks development time. Prototype quantities of 100–500 pieces are produced at production-equivalent quality for customer qualification testing and agency type-testing.
Technical Specifications
| Parameter | Specification |
|---|---|
| Equipment | Multi-Spindle Automatics, Swiss-Type CNC, CNC Single-Spindle Automatics |
| Material (Preferred) | C14500 Tellurium Copper (90% machinability) |
| Material (Alternative) | C11000 ETP, C12200 DHP, C17200 BeCu |
| Bar Stock Diameter Range | 0.8 mm to 50 mm |
| Part Length Range | 1 mm to 200 mm (Swiss); 3 mm to 100 mm (multi-spindle) |
| Diameter Tolerance | ±0.005 mm (Swiss); ±0.01 mm (multi-spindle) |
| Surface Finish | Ra 0.4–0.8 µm on turned diameters |
| Thread Tolerance | 6g (external), 6H (internal) per ISO 965 |
| Production Rate | 200–5,000 pcs/hr (varies by part complexity) |
| Min Lot Size | 500 pieces (standard); 5,000 pieces (multi-spindle) |
| Lead Time | 1–3 weeks (existing cam/program) | 3–5 weeks (new development) |
| Price | US$ 15.80 / Kilogram (FOB India) |
Copper Grade Equivalents – Screw Machine Parts
| UNS | EN | BS | DIN | Machinability (%) | Conductivity (%IACS) | Application |
|---|---|---|---|---|---|---|
| C14500 | CW118C | C109 | CuTeP | 90 | 93 | Preferred for screw machine – connector pins, terminals |
| C11000 | CW004A | C101 | E-Cu58 | 20 | 98 | High conductivity bus-bar studs, grounding parts |
| C12200 | CW024A | C106 | SF-Cu | 20 | 85 | Welded/brazed terminal bodies |
| C17200 | CW101C | CB101 | CuBe2 | 50 | 22–28 | Spring contact pins, precision probes |
Product Types / Variants
| Type | Description | Typical Application |
|---|---|---|
| Electrical Contact Pins | Solid turned pins with crimping or soldering end | PCB connectors, relay sockets, test probes |
| Terminal Screws and Studs | Threaded copper studs for cable terminal connections | Terminal blocks, bus-bar connections |
| Connector Inserts and Bodies | Turned copper inserts for multi-pin connector housings | Industrial and military connectors (MIL-C-5015) |
| Crimp Ferrules and End Sleeves | Hollow copper sleeves for cable end termination | Cable lugs, wire end ferrules, ring terminals |
| Precision Bushings and Spacers | Close-tolerance copper bushings and standoffs | PCB spacers, transformer insulation supports |
| Plug and Socket Contacts | Turned banana plugs, socket contacts, probe tips | Test instruments, laboratory connectors |
| Hexagonal Standoffs | Turned and milled hexagonal copper standoffs | PCB mounting, panel earthing pillars |
Applications by Industry
| Industry | Copper Screw Machine Part Application |
|---|---|
| Electrical Connectors | PCB connector pins, IDC contacts, DIN rail terminal inserts |
| Relay and Switchgear | Contact studs, coil terminations, relay socket contacts |
| Automotive and EV | HV connector contact pins, battery terminal studs, shielding contacts |
| Telecommunications | Coaxial connector centre pins, antenna contacts, SMA/BNC/N-type parts |
| Test and Measurement | Precision test probe tips, calibration contacts, IC socket pins |
| Medical Electronics | ECG electrode pins, defibrillator connector contacts, surgical instrument contacts |
| Aerospace | MIL-C-5015 connector contacts, D-sub insert pins, circular connector contacts |
Manufacturing Process
(1) Bar Stock Selection – C14500 copper rod in appropriate diameter range procured with MTC. (2) Bar Preparation – straightening, cutting to bar magazine length, deburring of bar ends. (3) Machine Setup – cam programming (mechanical automatics) or CNC program loading (CNC automatics/Swiss); tooling installation and presetting. (4) Trial Run – 10–25 parts produced; first-off inspection by operator and QC. (5) Production – continuous bar-feed production with in-process SPC gauging every 500 cycles. (6) Secondary Operations – cross-drilling, milling flats, knurling, deburring performed in-line or as separate operations. (7) Plating and Surface Treatment – barrel plating preferred for screw machine parts. (8) Inspection – AQL sampling, visual, dimensional, conductivity. (9) Packing – bulk bag, counter bags, or blister packs with part count and lot number labels.
Quality Standards and Certifications
| Standard | Scope |
|---|---|
| ISO 9001:2015 | Quality Management System |
| EN 10204 Type 3.1 | Material test certificates |
| ISO 965 / ASME B1.13M | Metric thread tolerances (6g/6H) |
| MIL-C-5015 / IEC 61076-2 | Connector contact dimensional standards (aerospace/industrial) |
| ASTM B545 / B700 | Tin and silver plating specifications |
| RoHS 2 / REACH / PFAS-free | Hazardous substance compliance |
| JEDEC JESD201 | Tin whisker mitigation (tin-plated contacts) |
Why Choose Electrical Accessories India?
Our automatic screw machine capability—encompassing multi-spindle, Swiss-type, and CNC single-spindle automatics—enables cost-competitive high-volume production of copper screw machine parts with the consistent quality, short lead times, and full documentation that global connector, relay, and switchgear OEMs demand. Price: US$ 15.80/kg FOB India | Prototype in 1–3 weeks | Production in 3–5 weeks | Supply to 20+ countries.
Frequently Asked Questions
Q1. What is the minimum quantity for copper screw machine parts?
Minimum order quantity is 500 pieces for parts on existing machine configurations (no new tooling required). For new machine setups with custom tooling, minimum is 5,000 pieces. Multi-spindle production runs are most economical above 50,000 pieces/order.
Q2. Why is C14500 recommended over C11000 for screw machine parts?
C14500 tellurium copper has ~90% machinability versus ~20% for C11000. This means 4–5× higher cutting speeds, much better chip breaking (critical for automatic production), longer tool life, and lower per-piece machining cost. Conductivity (93% IACS) is sufficient for most connector pin and terminal applications.
Q3. What is the smallest copper pin you can produce on Swiss-type machines?
Swiss-type CNC screw machines can produce copper pins down to 0.8 mm diameter with L/D ratios up to 40:1. For very small pins (0.8–2 mm diameter), C14500 is mandatory due to its chip-breaking properties. Tolerances of ±0.003 mm on diameter are achievable for precision test probe applications.
Q4. Can you produce copper coaxial connector parts (SMA, BNC, N-type)?
Yes. We produce centre pins, outer conductors, and body components for SMA, BNC, N-type, TNC, and 7/16 DIN coaxial connectors from C14500 (tellurium copper) to IEC 61169-4 (BNC), IEC 61169-15 (SMA), and MIL-C-39012 dimensional specifications.
Q5. What plating is standard for connector contact pins?
Industry standard plating for copper screw machine connector contacts is selective gold plating (ASTM B488, Class 1.25–3.0 µm Au) on contact area over nickel underplating (1.27–2.54 µm Ni). Tin plating (IEC 60512-2) is used for lower-cost terminal block and relay socket contacts. Silver plating (ASTM B700) is specified for high-current power contacts and RF connector centre pins.
Q6. Do you supply copper parts for military connectors (MIL-C-5015)?
Yes. Contact pins and sockets to MIL-C-5015, MIL-DTL-38999, and ARINC 404 dimensional specifications are manufactured from C14500 or C17200 beryllium copper as specified, with gold plating per MIL-G-45204 and dimensional inspection per MIL-STD-790.
Q7. How is part traceability maintained in high-volume production?
Each production run is assigned a unique lot number linked to copper bar heat number, machine number, operator, date, and inspection records in ERP. Lot segregation is maintained throughout production, plating, and packing. Lot number is printed on each package label for full field traceability.
Q8. What is the lead time for prototype copper screw machine parts?
For simple parts on existing machine configurations: 1–2 weeks. For new setups requiring custom tooling and cam design: 3–5 weeks. First-off samples (10–25 pieces) are inspected against drawing and submitted to customer for approval before production release.
Multilingual Equivalent Terms
| Language | Equivalent Terms |
|---|---|
| Spanish | Piezas de torno automático de cobre, Componentes torneados automáticos de cobre, Piezas de torno suizo de cobre |
| Russian | Медные детали токарного автомата, Детали из меди на автоматическом токарном станке, Медные швейцарские токарные детали |
| French | Pièces de tour automatique en cuivre, Composants décolletés en cuivre, Pièces cuivre de décolletage |
| Portuguese | Peças de torno automático de cobre, Componentes torneados automáticos de cobre, Peças de torno suíço de cobre |
| Italian | Parti di tornio automatico in rame, Componenti torniti automaticamente in rame, Pezzi di tornitura svizzera in rame |
Related Products – Copper Parts and Components
- Copper Transformer Studs
- Copper Transformer Stud Connectors
- Copper Hex Bolts, Copper Bolts
- Copper CNC Machined Parts
- Copper Impact Extrusion / Copper Extruded Parts
- Copper Milling Work / Copper Milled Parts
- Copper Cold Forged Parts
- Copper Forged Parts / Copper Hot Forged Components
- Copper Sealing Washers
- Copper Machined Washers
- Copper Machine Screws
- Copper Nuts
- Copper Casting High Conductivity
Request a Quote
Electrical Accessories India | Manufacturer & Exporter of Copper Screw Machine Parts
📧 Email: info@elecaccs.com | 🌐 elecaccs.com
📦 Price: US$ 15.80 / Kilogram (FOB India) | Prototype: 1–3 weeks | Production: 3–5 weeks | MOQ: 500 pcs