Product
Product Details
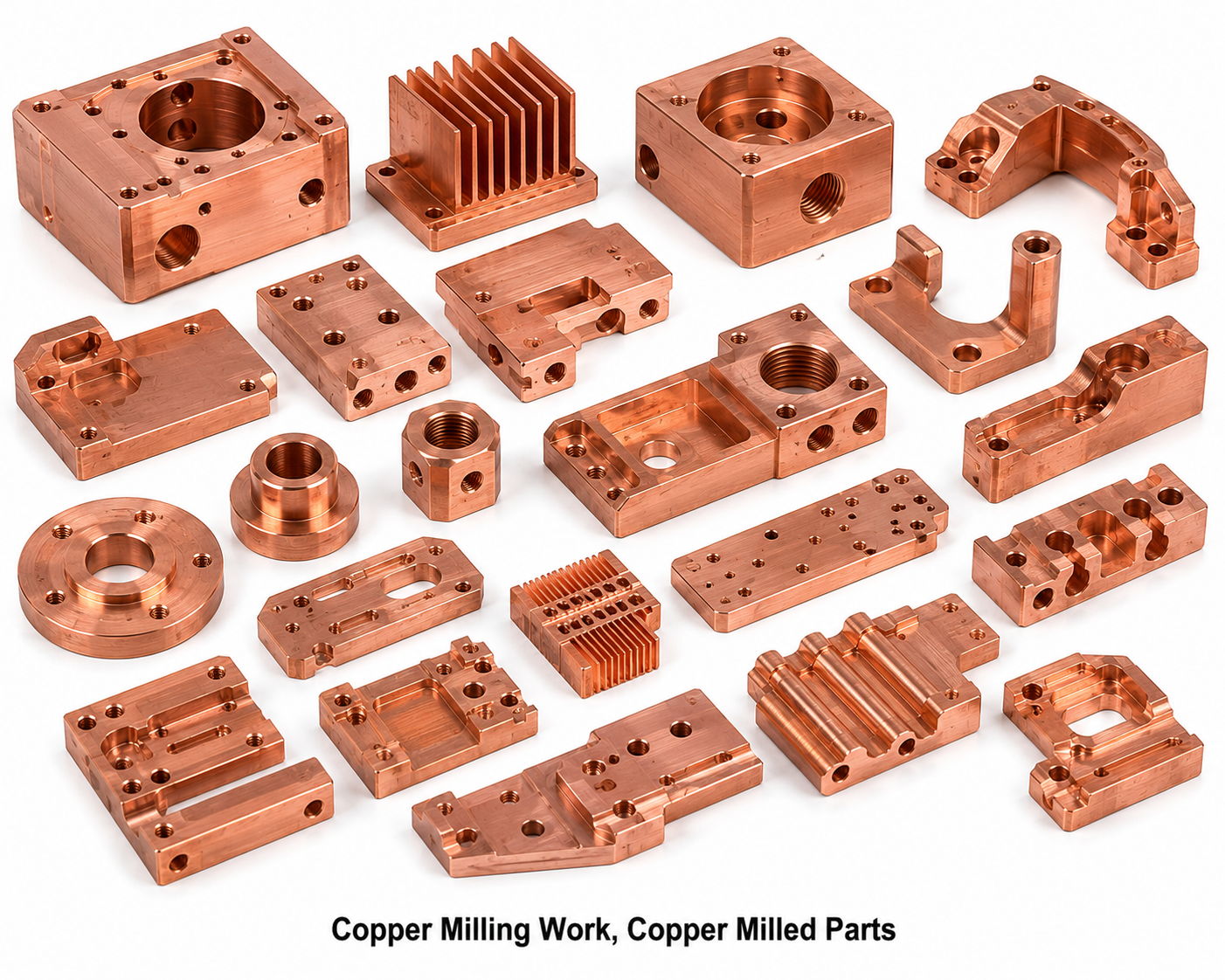
Copper Milling Work, Copper Milled Parts
Copper Milling Work | Copper Milled Parts
Pricing: US$ 15.80 / Kilogram (FOB India | MOQ: 25 Kg | Custom to drawing)
Electrical Accessories India provides comprehensive copper milling work and manufactures precision copper milled parts using 3-axis, 4-axis, and 5-axis CNC vertical and horizontal machining centres. Operations include face milling, profile milling, slot milling, pocket milling, contour milling, thread milling, and high-speed machining (HSM) of copper alloy flat components, bus-bar sections, adapter plates, terminal manifolds, contact fingers, and complex prismatic parts. With work envelope capacity up to 800 mm × 500 mm × 500 mm and positional accuracy ±0.005 mm, our copper milling work serves electrical OEMs, switchgear manufacturers, EPC contractors, power utility engineers, and precision equipment builders worldwide.
Product Overview – Copper Milling Work and Copper Milled Parts
Copper milling work—also referenced as copper CNC milled components, copper face-milled parts, copper profile-milled parts, copper pocket-milled assemblies, copper slot-milled components, copper contour-milled parts, copper precision flat parts, and copper machined flat components—covers the full range of prismatic and profiled copper components produced on CNC machining centres. Unlike CNC turning (which is primarily for rotational parts), milling produces flat, prismatic, and complex 3D copper parts from plate, sheet, or block raw material.
Bus-Bar Milling: High-conductivity copper bus-bar sections require flat face milling to achieve flatness ≤0.05 mm/metre, parallel faces, and drilled/tapped hole patterns for bus-bar joints. CNC milling centres produce bus-bar adapters, T-connectors, L-joints, cross-joints, and custom bus-bar end terminations from C11000 or C12200 copper plate stock to switchgear manufacturer’s detailed drawings. Surface roughness Ra 0.8 µm on joint faces ensures minimum contact resistance at bolted bus-bar joints.
Contact Fingers and Tulip Contacts: Arcing chambers, plug-in type switchgear contact fingers, and tulip contact assemblies require precision milling to achieve contact geometry, spring clearance, and contact force within tight tolerances. CNC profile milling and wire EDM (electrical discharge machining) are combined for producing the complex curved and slotted profiles of beryllium copper (C17200) spring contact fingers used in MV and HV switchgear.
Terminal Manifolds and Adapter Plates: Multi-hole copper terminal manifolds for power distribution boards, inverter terminal plates, and UPS bus-bar sections are produced by CNC milling from copper plate, incorporating drilled and tapped hole patterns, counterbores, chamfers, and precision edge profiles. These copper milled parts often require both face milling (for flatness) and profile milling (for external shape) in a single CNC setup to maintain positional accuracy of hole patterns.
Heat Spreader and Thermal Management Parts: High-power electronic assemblies use copper milled heat spreaders and cold plates with integral or machined cooling channels. CNC milling produces copper cold plates with channel widths as narrow as 1 mm and channel depths to 20 mm, subsequently brazed or diffusion-bonded with copper covers to form sealed coolant passages. These components are used in IGBT power modules, laser diode mounts, RF power amplifiers, and particle accelerator components.
Shielding and EMI Enclosures: Precision-milled copper shielding boxes, Faraday cages, and RFI enclosures are produced from copper sheet by CNC profile milling and bending. Machined seating faces, gasket grooves, and precision-drilled mounting holes ensure reliable electromagnetic sealing at frequencies up to 40 GHz. These copper milled components are used in microwave test equipment, calibration laboratories, defence electronics, and medical imaging systems.
Indexing Plates and Precision Fixtures: Copper indexing plates, calibration targets, and precision fixture components for metrology and semiconductor equipment are produced with form tolerances (flatness, squareness, parallelism) ≤0.01 mm on all critical faces. CMM verification of all geometric tolerances is standard on precision fixture components.
High-Speed Copper Milling (HSM): High-speed machining of copper at surface speeds of 500–1,000 m/min with diamond-coated (PCD) or ultra-fine-grain carbide end mills reduces machining cycle time by 40–60% compared to conventional speeds, while achieving surface finishes Ra 0.4–0.8 µm directly from the milling operation, eliminating subsequent polishing or grinding steps for most applications.
Key Features
- 3-axis, 4-axis, and 5-axis CNC milling with work envelope to 800×500×500 mm
- Face milling flatness: ≤0.02 mm; Positional accuracy: ±0.005 mm
- High-speed machining (HSM): Ra 0.4 µm directly from milling
- Thread milling: M1.6 to M60, all standard thread forms
- Materials: C10100, C11000, C12200, C14500, C17200, C18200
- Bus-bar milling flatness: ≤0.05 mm/m on joint faces
- Complex pocket and contour milling with 5-axis simultaneous
- ISO 9001:2015 certified; CMM inspection with Renishaw probe
CNC Milling Capabilities in Detail
Face milling operations on copper achieve flatness ≤0.02 mm per face using indexable PCD (polycrystalline diamond) face mills with positive rake geometry optimised for copper. Peripheral (profile) milling produces complex outlines with positional accuracy ±0.005 mm using solid carbide end mills in 2-flute, 3-flute, or 4-flute configurations. Slot milling produces keyways, T-slots, and dovetail slots to DIN 650, DIN 6885, and customer specifications. High-helix ball-nose end mills are used for 3D contour milling of curved contact surfaces, compound angles, and sculptured profiles.
Bus-Bar and Switchgear Applications
Copper bus-bar milling encompasses flat bus-bar plates, angle bars, T-pieces, offset joints, and flexible laminated bus-bar terminal ends. Joint face milling achieves Ra ≤0.8 µm and flatness ≤0.05 mm per metre, ensuring the maximum contact area between bolted bus-bar joints—critical for minimising joint resistance and I²R heating in high-current power distribution systems (up to 6,300 A). Hole patterns are drilled to IEC 61439 and IS 8623 positioning standards for standardised bus-bar bolt patterns.
Precision Flatness and Parallelism
For copper milled heat spreaders, mounting plates, and precision fixtures, flatness ≤0.01 mm and parallelism ≤0.005 mm between datum faces are achieved by sequential roughing and finishing passes with thermal stabilisation between passes. CMM verification using Zeiss or Renishaw measuring systems provides traceable GD&T data (flatness, perpendicularity, parallelism, position) per ASME Y14.5-2018 / ISO 1101. Certificate of conformity with all measured values is provided on precision components.
Thread Milling vs. Tapping
Thread milling is preferred over tapping for copper components because it produces burr-free threads, allows a single tool to cut multiple thread sizes, and eliminates tap breakage risk in blind holes. Thread milling is standard for hole diameters ≤M10 in copper, and for threads in thin-wall copper sections where tapping torque could distort the part. For M12 and above, conventional tapping with form taps (no-cut taps) that cold-form the thread produces stronger thread engagement in copper without material removal.
Multi-Setup and Tombstone Machining
For prismatic copper parts requiring milling on multiple faces, multi-station tombstone fixtures on horizontal machining centres allow simultaneous machining of 4–8 parts per setup. This approach reduces setup time from 30 minutes/part to 5 minutes/part for repeat production, delivering high-volume prismatic copper milled parts with consistent quality and reduced per-piece cost on orders of 100+ pieces.
Post-Milling Operations
Milled copper parts undergo deburring (electrochemical, tumble, or manual), ultrasonic cleaning, and surface treatment. Tin plating, nickel plating, silver plating, and anodic oxidation inhibition (chemical passivation) are offered in-house. Laser marking for part numbers, serial numbers, and compliance markings (CE, RoHS) is available as a value-added service. Protective packaging with VCI film and foam inserts prevents surface damage and tarnishing during transit.
Technical Specifications
| Parameter | Specification |
|---|---|
| Milling Operations | Face, Profile, Slot, Pocket, Contour, Thread, High-Speed Milling |
| CNC Axes | 3-axis, 4-axis, 5-axis simultaneous |
| Work Envelope | Up to 800 mm × 500 mm × 500 mm |
| Material Grades | C10100, C11000, C12200, C14500, C17200, C18200 |
| Flatness (Face Milled) | ≤0.02 mm per face; ≤0.05 mm/m (bus-bar joint faces) |
| Positional Accuracy | ±0.005 mm |
| Surface Finish | Ra 0.4 µm (HSM) to Ra 1.6 µm (standard) |
| Min Slot Width | 0.5 mm (end mill) |
| Thread Range | M1.6 to M60, UNC/UNF, BSP, NPT |
| Batch Size | 1 piece to 10,000 pieces/month |
| Lead Time | 5–7 days (prototype) | 2–3 weeks (production) |
| Price | US$ 15.80 / Kilogram (FOB India) |
International Material Equivalents – Copper Milling
| UNS | EN | BS | DIN | IS | Conductivity (%IACS) | Typical Use in Milling |
|---|---|---|---|---|---|---|
| C10100 | CW008A | C101 | E-Cu99.99 | — | ≥101 | Precision electrical contacts, vacuum devices |
| C11000 | CW004A | C101 | E-Cu58 | ETP Cu | ≥98 | Bus-bar, heat spreaders, general electrical |
| C12200 | CW024A | C106 | SF-Cu | DHP Cu | ≥85 | Heat exchangers, brazed assemblies |
| C14500 | CW118C | C109 | CuTeP | — | ≥93 | Complex milled parts, contact fingers |
| C17200 | CW101C | CB101 | CuBe2 | — | 22–28 | Spring contact fingers, precision fixtures |
Product Types / Variants
| Type | Description | Application |
|---|---|---|
| Bus-Bar Adapters and Joints | Flat milled copper bus-bar connectors with hole patterns | Switchgear, distribution boards, transformers |
| Terminal Manifolds | Multi-hole terminal distribution plates | Inverter output terminals, UPS bus sections |
| Contact Fingers | Slotted, spring-action contact fingers | MV/HV draw-out switchgear, plug-in modules |
| Heat Spreaders / Cold Plates | Flat or channelled copper thermal management parts | IGBT modules, power electronics |
| EMI Shielding Enclosures | Milled copper boxes and frames with sealing grooves | RF test equipment, medical electronics |
| Precision Fixture Plates | Reference-grade flat copper plates for metrology | Calibration, semiconductor, aerospace test |
| Induction Coil Bodies | Milled copper blocks with internal coolant passages | Induction heating, brazing systems |
Applications by Industry
| Industry | Copper Milled Part Application |
|---|---|
| Power Distribution / Switchgear | Bus-bar joints, contact fingers, terminal plates, draw-out contacts |
| Power Electronics | Heat spreaders, cold plates, DC link bus-bars, IGBT substrates |
| Renewable Energy | Inverter bus sections, transformer terminal plates, earthing pads |
| Telecommunications / RF | Waveguide sections, EMI shielding, coaxial flanges, calibration plates |
| Railway and Traction | Conductor rail joints, contact strip holders, traction transformer terminals |
| Aerospace and Defence | EMI enclosures, bonding plates, shielding structures, test fixtures |
| Medical Imaging | MRI gradient coil plates, X-ray collimator leaves, ECG electrode plates |
Manufacturing Process
(1) Drawing Review – DXF/DWG/STEP files reviewed; milling strategy and fixturing determined. (2) Raw Material – copper plate, sheet, or block cut to near-net size; MTC verified. (3) CAM Programming – toolpaths generated with Mastercam/Fusion 360; cutting parameters optimised for copper (high rake angle, diamond coating, flood coolant). (4) Fixturing – vacuum chuck, vise, or tombstone fixture for prismatic parts. (5) Roughing Pass – bulk material removal at high feed rate; allowance 0.2–0.5 mm for finishing. (6) Semi-Finishing – intermediate passes to within 0.05 mm of final dimension; thermal stabilisation. (7) Finishing Pass – final dimension achieved; surface finish Ra 0.4–1.6 µm. (8) Hole Drilling and Threading – precision drilling, reaming, boring, and thread milling. (9) Deburring and Cleaning. (10) Inspection – CMM measurement of all critical dimensions and GD&T. (11) Surface Treatment and Packing.
Quality Standards and Certifications
| Standard | Scope |
|---|---|
| ISO 9001:2015 | Quality Management System |
| ASME Y14.5-2018 / ISO 1101 | GD&T dimensional inspection |
| EN 10204 Type 3.1 | Material test certificates |
| IEC 61439 / IS 8623 | Bus-bar hole pattern standards for switchgear |
| ASTM B187 / EN 13601 | Copper plate and rod composition |
| RoHS 2 / REACH | Hazardous substance compliance |
Why Choose Electrical Accessories India?
Our dedicated copper milling capability—combining 5-axis CNC machining centres, in-house CMM inspection, and deep copper materials knowledge—delivers precision milled parts that meet the demanding flatness, conductivity, and dimensional requirements of modern electrical and power electronics applications. Competitive pricing at US$ 15.80/kg FOB India, rapid prototyping in 5–7 days, and export to 20+ countries make us a preferred copper milling partner for global OEMs and EPC contractors.
Frequently Asked Questions
Q1. What is the maximum copper plate size you can CNC mill?
Our largest CNC machining centre handles workpieces up to 800 mm × 500 mm × 500 mm. For larger bus-bar plates (up to 2,000 mm long), we use portal/gantry milling centres. Multiple setups with precision datum transfer are used for very long bus-bar sections exceeding machine travel.
Q2. What flatness is achievable on bus-bar milled faces?
Face milling of copper bus-bar contact faces achieves flatness ≤0.02 mm per face and ≤0.05 mm/metre overall. For precision power module heat spreaders, flatness ≤0.01 mm is achievable with sequential roughing, semi-finishing, and finishing passes.
Q3. Can you mill copper cold plates with internal cooling channels?
Yes. Open cooling channels are milled into copper cold plate blanks, which are subsequently cover-brazed or diffusion-bonded with copper or stainless steel covers. Channel widths from 1 mm and depths to 20 mm are achievable. Hydraulic pressure test at 10 bar is performed on completed cold plates.
Q4. What is the lead time for copper milled parts?
Prototypes (1–5 pieces) of moderate complexity are delivered in 5–7 business days. Production batches of 50–500 pieces have 2–3 weeks lead time. Complex 5-axis parts with tight tolerances may require 10–14 days for prototypes.
Q5. Do you mill beryllium copper (C17200) contact fingers?
Yes. C17200 BeCu contact fingers and spring contacts are milled using standard carbide tooling under controlled dust extraction per OSHA beryllium standard. Age-hardening (precipitation hardening) at 315 °C/3h post-milling achieves peak UTS >1,200 MPa for spring contact applications.
Q6. Can you supply copper bus-bar adapters per IEC 61439 standard hole patterns?
Yes. Bus-bar hole patterns per IEC 61439-1, IS 8623, and VDE 0660 Part 500 are standard. We also produce adapters to DIN 43670, DIN 43671 (standardised bus-bar systems) and custom switchgear manufacturers’ hole patterns against certified drawings.
Q7. What surface finish is required for electrical contact surfaces?
For bolted bus-bar joint faces, Ra ≤0.8 µm is specified to ensure maximum real contact area and minimum joint resistance. For plug-in contact surfaces (wiping contacts), Ra 0.4–0.8 µm is standard. For sealing faces on EMI enclosures, Ra ≤0.4 µm with flatness ≤0.01 mm ensures reliable electromagnetic sealing.
Q8. What plating is recommended for copper milled bus-bar adapters?
For indoor switchgear bus-bar applications, bright tin plating (2–5 µm, ASTM B545) is the industry standard. Silver plating (5–10 µm, ASTM B700) is specified for high-current (>2,000 A) bus-bar joints in GIS substations and for joints that must remain contact-resistance-stable over 25+ years of service.
Multilingual Equivalent Terms
| Language | Equivalent Terms |
|---|---|
| Spanish | Fresado de cobre, Piezas fresadas de cobre, Componentes de cobre mecanizados por fresado |
| Russian | Фрезеровка меди, Фрезерованные медные детали, Медные фрезерованные компоненты |
| French | Fraisage du cuivre, Pièces en cuivre fraisées, Composants en cuivre usinés par fraisage |
| Portuguese | Fresagem de cobre, Peças de cobre fresadas, Componentes de cobre usinados por fresagem |
| Italian | Fresatura del rame, Parti in rame fresate, Componenti in rame lavorati a fresa |
Related Products – Copper Parts and Components
- Copper Transformer Studs
- Copper Transformer Stud Connectors
- Copper Hex Bolts, Copper Bolts
- Copper CNC Machined Parts
- Copper Impact Extrusion / Copper Extruded Parts
- Copper Screw Machine Parts
- Copper Cold Forged Parts
- Copper Forged Parts / Copper Hot Forged Components
Request a Quote
Electrical Accessories India | Manufacturer & Exporter of Copper Milled Parts
📧 Email: info@elecaccs.com | 🌐 elecaccs.com
📦 Price: US$ 15.80 / Kilogram (FOB India) | Lead Time: 5–7 days | MOQ: 25 Kg