Product
Product Details
Brass Stampings
Brass Stamping – Brass Stamped Parts and Brass Stamped Components

Brass stampings — also known as brass stamped parts, brass pressed components, brass die-stamped parts, brass sheet metal stampings, or brass blanked and formed components — are high-volume precision metal parts produced by feeding brass strip or sheet through progressive dies, compound dies, or transfer dies under high press force to blank, pierce, form, draw, and trim the material into the required shape. Electrical Accessories India manufactures brass stampings from CW508L (CuZn30), CW614N (CuZn39Pb3), IS 407 brass strip, and related alloys using power presses, progressive die tools, and compound die tools at our Jamnagar, Gujarat facility. Our brass stamped components serve electrical OEMs, switchgear manufacturers, panel board builders, EPC contractors, and industrial hardware distributors across India and in 30+ export markets.
Product Overview
What Are Brass Stampings?
Brass stamping is a cold-forming manufacturing process in which brass strip or sheet is progressively fed through a series of punch-and-die stations in a single press stroke — each station performing one operation (blanking, piercing, bending, forming, drawing, coining, or trimming) until the finished component exits the final station. Progressive dies allow complex multi-feature components — such as connector contacts, terminal blades, spring contacts, and grounding clips — to be produced at rates of 100–1,000 strokes per minute with minimal labour. Compound dies perform multiple operations simultaneously in a single stroke — ideal for flat blanked parts with holes such as earth tags, washers, and busbar spacers. Brass is the dominant material for electrical stampings because of its combination of high electrical conductivity, excellent cold-formability (spring-back predictability), good corrosion resistance, and solderability.
Alloy Selection for Brass Stampings
The alloy choice for brass stampings is driven by the forming severity and the required mechanical and electrical properties. CW508L (CuZn30, 70/30 brass) is the classic deep-drawing brass with excellent formability, low spring-back, and good electrical conductivity (~26% IACS). CW505L (CuZn30) is the EN designation for the same alloy family. IS 407 is the Indian standard for brass strip and sheet used across all grades. CW614N (CuZn39Pb3) strip is used for flat-blanked parts where machinability and surface finish are more critical than deep formability. For applications requiring high spring properties — connector contacts, clip springs — CW110C (CuZn37) or spring-temper brasses are used. Electrical Accessories India advises on alloy selection based on forming geometry, functional requirements, and cost targets for each stamping project.
Progressive Die Stamping Capabilities
Progressive die stamping is the primary production method for high-volume brass electrical stampings. A coil of brass strip is fed automatically into the die via a roll feed; at each press stroke, the strip indexes one step forward and each die station performs its operation. Electrical Accessories India operates progressive dies producing: terminal blades and contacts (blanked, bent, and formed in 5–12 stations); earth tags and bonding clips (blanked and formed with mounting holes); connector shells and housings (drawn and flanged); fuse clips (blanked and spring-formed); and custom stamped profiles to customer drawing. Die materials: D2 tool steel (HRC 60–62) for main punches and dies; carbide punches for high-wear stations. Strip widths 5–200 mm; strip thickness 0.2–4 mm; press capacity 25–400 tons.
Surface Quality and Dimensional Tolerances
Brass stampings from Electrical Accessories India achieve consistent surface quality and dimensional accuracy: blanked edge quality with burr height less than 0.05 mm (5% of material thickness for 1 mm strip); formed dimensions within ±0.05–0.10 mm; hole diameter tolerance ±0.02 mm; flatness less than 0.1 mm per 100 mm for flat blanked parts; and die-contact surface finish Ra 0.4–1.6 µm. Critical connector contacts and spring parts are 100% gauged for dimensional compliance. Burr direction is controlled for parts where burr orientation affects assembly or electrical contact integrity. All stampings undergo vibratory deburring and tumble polishing before dispatch unless specified otherwise.
Secondary Operations and Assembly
Brass stampings frequently require secondary operations after pressing: tapping or thread rolling for mounting screws in earth tags and terminal plates; nickel, tin, or silver plating for contact and corrosion applications; annealing to restore ductility after heavy forming sequences; heat treatment for controlled spring temper; riveting, clinching, or welding for multi-part assemblies. Sub-assembly with inserts, plastic housings, or springs is performed at Electrical Accessories India for fully finished stamped assemblies ready for OEM integration. Plating services are performed through ISO-certified partner plating facilities with full thickness verification and certificate documentation.
High-Volume Production Economics of Brass Stamping
Brass progressive die stampings offer significant cost advantages over machined, cast, or fabricated parts at high volumes. A typical brass terminal contact produced by stamping requires less than 1 second of cycle time, less than 5% material scrap via optimised strip nesting, and minimal direct labour — versus 30–60 seconds for a turned part of equivalent complexity. Tooling investment is typically recovered within 20,000–100,000 pieces for most components. At annual volumes exceeding 100,000 pieces per design, brass stampings are almost always the most cost-effective production route. Electrical Accessories India partners with OEM customers on design-for-stampability reviews to maximise stamping efficiency and minimise tooling complexity from the outset.
Key Features
- Alloys: CW508L (70/30 brass), CW505L, CW614N, IS 407 strip — selected per formability and conductivity requirement
- Strip thickness: 0.2–4.0 mm; strip width: 5–200 mm; component weight: 0.5 g to 500 g per part
- Progressive die, compound die, and transfer die tooling for any geometry
- Burr height <0.05 mm; hole diameter tolerance ±0.02 mm; formed tolerance ±0.05 mm
- Production rates: 100–1,000 strokes/minute on progressive dies
- Secondary ops: tapping, thread rolling, nickel/tin/silver plating, annealing, assembly
- ISO 9001:2015 certified; full batch traceability from coil heat number to finished part
- Design-for-stampability (DFM) review and tooling advisory for new projects
- Anti-tarnish export packaging; moisture barrier for sea freight
- In-house toolroom: CNC wire EDM, CNC grinding, D2 tool steel die fabrication
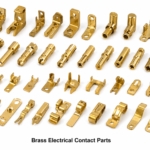
Brass Spring Contacts and Connector Contacts
Spring contacts and connector contacts are among the most technically demanding brass stampings, requiring precise spring-back control to achieve correct contact force, accurate formed geometry to ensure mating with connectors, and correct temper (half-hard or hard-drawn strip) to maintain spring properties over millions of insertion cycles. Electrical Accessories India produces spring-formed contacts, tulip contacts, bifurcated contacts, blade terminals, and receptacle contacts for industrial connectors, terminal blocks, and panel-mounted connectors. Alloys used include CW505L (CuZn30), CuSn6 (phosphor bronze), and CuBe2 for high-cycle-life contact applications where fatigue resistance is paramount.
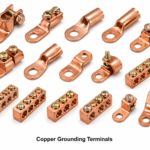
Brass Earth Tags and Bonding Clips
Earth tags, earthing washers, bonding clips, and grounding straps are flat-blanked and lanced brass stampings used extensively in electrical panels, switchgear, and power distribution equipment. Typically blanked from IS 407 or CW614N strip in thicknesses of 0.5–2.0 mm, with punched holes for mounting screws or bolts and tin-plated for long-term corrosion resistance, these components ensure reliable ground continuity in all environmental conditions. Electrical Accessories India produces standard and custom earth tag profiles, bonding clips for DIN rail systems, and grounding brackets for panel-board manufacturers.
Brass Blanks, Washers, and Discs
Brass blanks — flat circular, rectangular, or profiled discs punched from brass strip — are foundational stamped parts used as raw material for further machining operations, as washer and spacer components in mechanical assemblies, or as contact plates and current bridges in electrical assemblies. Electrical Accessories India produces brass blanks in diameters 5–150 mm, thicknesses 0.3–6 mm from standard IS 407 and CW614N coil stock. Tolerances: ±0.05 mm on blank diameter, ±0.02 mm on thickness, burr-free or controlled-burr as specified.
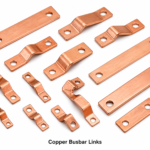
Brass Terminal Plates and Bus Links
Stamped brass terminal plates, bus links, and short busbars are produced for LV switchgear, MCB boards, and distribution panels, providing current paths between breakers, fuses, and cable terminals. These components are typically 1–4 mm thick brass plate blanked and punched with multiple bolt holes, tin or silver plated, and supplied to switchgear OEMs in standard and custom profiles with hole patterns per customer drawing. Dimensional tolerances, plating specification, and marking requirements are all accommodated within our standard production process.
Decorative and Architectural Brass Stampings
Beyond electrical applications, brass stampings include decorative hardware — letter plates, escutcheons, switch cover plates, and architectural fittings — produced from high-quality CW508L or polished CW614N strip with polished and lacquered finish requirements. These components require fine surface quality on visible faces, tight blank edge finish, and colour-matched plating or lacquer coating. Electrical Accessories India produces these as a secondary product line for architectural hardware distributors and hospitality sector export customers requiring high-quality decorative brass components.
Technical Specifications
| Parameter | Specification |
|---|---|
| Primary Alloys | CW508L (70/30), CW505L, CW614N, IS 407 strip |
| Strip Thickness Range | 0.2–4.0 mm |
| Strip Width Range | 5–200 mm |
| Blank Diameter/Size | 5 mm to 200 mm |
| Part Weight | 0.5 g to 500 g |
| Blank Diameter Tolerance | ±0.05 mm |
| Formed Dimension Tolerance | ±0.05–0.10 mm |
| Hole Diameter Tolerance | ±0.02 mm |
| Burr Height | <5% material thickness (max 0.05 mm for 1 mm strip) |
| Surface Finish (die face) | Ra 0.4–1.6 µm |
| Production Rate | 100–1,000 strokes/min (progressive die) |
| Press Tonnage Range | 25–400 tons |
Material Grades and International Equivalents
| India (IS) | USA (ASTM/UNS) | UK (BS EN) | Germany (DIN) | Europe (EN) | ISO | Common Name |
|---|---|---|---|---|---|---|
| IS 407 Grade 2 (70/30) | C26000 (ASTM B36) | CW505L (BS EN) | CuZn30 (DIN 17660) | EN 1652 CW505L | ISO 426/1 | Cartridge Brass 70/30 |
| IS 407 Grade 3 (65/35) | C27000 (ASTM B36) | CW507L | CuZn35 (DIN) | EN 1652 CW507L | ISO 426/1 | Yellow Brass 65/35 |
| IS 319 Type 1 | C36000 (ASTM B16) | CW614N (CZ121) | CuZn39Pb3 | EN 12164 CW614N | ISO 426/1 | Free-Cutting Brass Strip |
| IS 407 Grade 1 (80/20) | C24000 (ASTM B36) | CW502L | CuZn20 (DIN) | EN 1652 CW502L | ISO 426/1 | Low Brass 80/20 |
| IS 407 (Spring Brass) | C27400 (UNS) | CW508L | CuZn36 (DIN) | EN 1652 CW508L | ISO 426/1 | Spring Brass CuZn36 |
Product Types and Variants
Brass stamped components from Electrical Accessories India include: Brass electrical contacts and spring contacts for connectors and terminal blocks; Brass earth tags and bonding washers for grounding applications; Brass blanks and precision washers for machining and assembly; Brass terminal plates and bus links for LV switchgear and MCB boards; Brass fuse clips and fuse elements for electrical protection devices; Brass cable connector shells drawn and formed from strip; Brass switch contact blades for domestic and industrial switching devices; Architectural and decorative brass stampings from polished strip; and custom brass stampings to customer drawing for any electrical or mechanical application.
Applications in Industry
Brass stamped parts are fundamental to: Electrical switchgear and controlgear — contact blades, terminal links, and grounding tags in distribution boards and motor control centres; Wiring accessories — socket and plug contact blades, earth continuity clips, and decorative cover plates; Automotive electrical systems — fuse clips, relay contacts, and battery terminal clips; Telecom and electronics — connector contacts, shielding clips, and PCB mount terminals; MCB and RCD manufacturing — contact arms, trip mechanism stampings, and terminal components; Industrial control panels — contactor contact tips, relay blades, and earthing hardware; Consumer appliances — switch contacts, plug pins, and connector terminals.
Manufacturing Process
- Coil Receipt and Inspection: Brass strip coil received with MTR; width, thickness, hardness (temper), and surface quality checked against specification.
- Die Design and Fabrication: Progressive or compound die designed in CAD; die components machined from D2 tool steel; hardened to HRC 60–62.
- Press Setup: Die mounted in power press; roll feeder set to correct strip pitch; press speed and tonnage calibrated for material and geometry.
- First-Article Inspection: First 10 parts checked against drawing; all dimensions, hole positions, and formed features verified; FAI report issued.
- Production Run: Continuous automatic production; die inspected every 10,000–50,000 strokes for wear on critical punches and die sections.
- In-Process QC: Dimensional check every 2,000–5,000 parts; critical features 100% gauged for contacts and spring parts.
- Deburring: Vibratory or tumble deburring; burr height verified by microscope on sample basis per AQL plan.
- Secondary Operations: Tapping, plating, annealing, or sub-assembly as specified by drawing or purchase order.
- Final Inspection: AQL sampling per ISO 2859; dimensional report; plating thickness measurement if applicable.
- Packing and Export: Bulk or tray packing; anti-tarnish paper; moisture-barrier bags for sea freight export.
Quality Standards and Certifications
Brass stampings manufactured per: ISO 9001:2015 QMS; IS 407 (brass strip and sheet, Indian standard); EN 1652 (copper and copper alloys — plate, sheet, and strip for general purposes); ASTM B36 (brass plate, sheet, strip, and rolled bar); ISO 2768 (general tolerances for stamped sheet metal parts); IEC 60352 (solderless connections); RoHS 2011/65/EU Annex II 6(c) for leaded brass grades; REACH SVHC compliance declarations. Plating: ASTM B545 (tin plating), ASTM B689 (nickel plating), ASTM B700 (silver plating). EN 10204 2.2 MTRs with every coil batch.
Why Choose Electrical Accessories India
Electrical Accessories India combines 30+ years of brass component manufacturing expertise with in-house die fabrication, high-volume press capacity, and comprehensive secondary operations capability. Our Jamnagar facility provides access to the most competitive brass strip supply chain globally. We support OEM customers from initial design through production qualification to long-term supply with blanket orders and call-off schedules. Our ability to supply brass stampings alongside machined parts, castings, and forgings from one source simplifies your supplier base and reduces procurement overhead significantly.
Frequently Asked Questions (FAQ)
What is the difference between brass stamping and brass pressing?
In industrial usage, “stamping” and “pressing” are interchangeable terms for cold sheet metal forming. Technically, stamping often refers to flat blanking and piercing, while pressing includes deep drawing and forming. Both use the same press equipment and tooling. Electrical Accessories India uses both terms for the same range of cold-forming brass operations on our power press lines.
What brass alloy is best for deep-drawing operations?
CW505L (CuZn30, 70/30 cartridge brass) is optimum for deep drawing. Its 70% copper content gives a favourable texture and high R-value (anisotropy ratio) that resists wrinkling and tearing during deep-draw forming. For moderate drawing depths, CW507L (CuZn35) is used. Free-cutting brass (CW614N) is not suitable for deep drawing due to its higher zinc content and lead addition which reduce ductility.
What is the minimum order quantity for brass stampings?
MOQ depends on whether tooling already exists. For parts with existing progressive dies: MOQ is typically 5,000–10,000 pieces. For new tooling projects: 50,000–100,000 pieces to amortise tooling cost economically. Prototype runs of 500–1,000 pieces are available with soft tooling at sample pricing for design validation.
Can you fabricate progressive dies in-house?
Yes. Electrical Accessories India has an in-house toolroom with CNC wire EDM, CNC grinding, and conventional die-making equipment. In-house die fabrication reduces lead times (typically 4–8 weeks for a new progressive die) and provides direct control over die quality and ongoing maintenance. Die ownership is transferred to the customer after payment.
What strip thickness range do you stamp?
Standard range: 0.2–4.0 mm. Thin strip (0.2–0.5 mm) requires precision micro-stamping tooling and close press guiding to maintain dimensional accuracy. Heavy strip (3–4 mm) requires higher tonnage presses and closer die life monitoring. Most electrical contact and earth tag stampings fall in the 0.5–2.0 mm range for optimum production economics.
Do you offer tin-plated brass stampings?
Yes. Electrolytic tin plating (5–15 µm, ASTM B545) is a standard finish for brass electrical stampings — preventing tarnishing, maintaining surface conductivity, and improving solderability. Bright nickel plating (3–8 µm) is specified for contact wear surfaces. Silver plating for high-current or high-cycle contact applications. All plating is by certified partner facilities with full thickness documentation.
What is the lead time for new tooling and first production run?
New progressive die design and fabrication: 4–8 weeks. First-article approval after die completion: 1–2 weeks. Mass production after first-article approval: 3–4 weeks for standard volumes. Total from drawing approval to first delivery: 8–14 weeks for new tooling projects, depending on complexity.
Can you produce complex multi-bend brass stampings?
Yes. Progressive dies incorporate bending, forming, embossing, coining, lancing, half-shearing, and spring-back compensation features. Complex profiles with multiple bends in different planes are produced on transfer dies. Our toolroom designs and builds dies for the full range of brass stamped geometries found in electrical and industrial hardware applications.
Equivalent Terms – Multilingual Reference
| Language | Term 1 | Term 2 | Term 3 |
|---|---|---|---|
| Spanish | Estampaciones de latón | Piezas estampadas de latón | Componentes prensados de latón |
| Russian | Латунные штамповки | Штампованные детали из латуни | Прессованные компоненты из латуни |
| French | Emboutissages en laiton | Pièces estampées en laiton | Composants pressés en laiton |
| Portuguese | Estampagens em latão | Peças estampadas de latão | Componentes prensados em latão |
| Italian | Stampaggi in ottone | Parti stampate in ottone | Componenti pressati in ottone |
Brass Alloy Grade Sub-Pages
Dedicated pages for each brass alloy grade used in stamping – covering composition, mechanical properties, formability characteristics, and applicable standards.
- C26000 Brass Stamping (Cartridge Brass)
- C26800 Brass Stamped parts , Yellow Brass Stampings
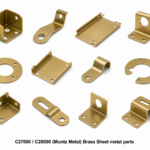
- C27000 / C28000 (Muntz Metal) Brass Sheet metal parts
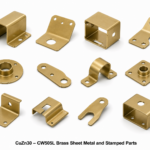
- CuZn30 – CW505L Brass Sheet Metal and Stamped Parts
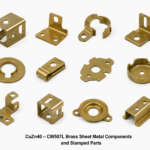
- CuZn40 – CW507L Brass Sheet Metal Components and Stamped Parts
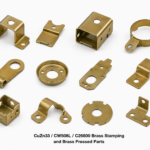
- CuZn33 / CW508L / C26800 Brass Stamping and Brass Pressed Parts
- CuSn5 / CW451K / C51000 Spring Hard Pressing and Stamping Parts
Related Products and Linked Terms
- Copper Pressing and Copper Pressed Parts
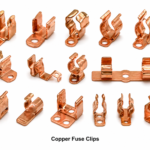
- Copper Fuse Clips (Pressed)
- Electrical Pressed Switch Parts in Brass
- Brass Parts – Brass CNC Machined Parts
- Brass Turned Parts – Brass Turned Components
- Brass Hot Forged Parts – Brass Hot Stamped Parts
Request a Quote
Supply your drawing, sample, or specification and receive a detailed technical and commercial proposal within 24 hours. Electrical Accessories India engineers are available to advise on alloy selection, die design, stamping feasibility, secondary operations, and surface finishing for your brass stamped components. We export to 30+ countries with full shipping documentation.
Contact us: Send your RFQ with quantity, drawing (PDF/DXF/STEP), strip thickness and alloy grade, and delivery requirement. We respond within 24 business hours.
Indicative Pricing
Brass Items: US$ 11.50 per kilogram, CIF US Port
Prices are indicative and subject to change based on quantity, specification, alloy grade, and market conditions. Contact us with your RFQ for a firm quotation.