Product
Product Details
Aluminum Bronze Casting
Aluminum Bronze Casting
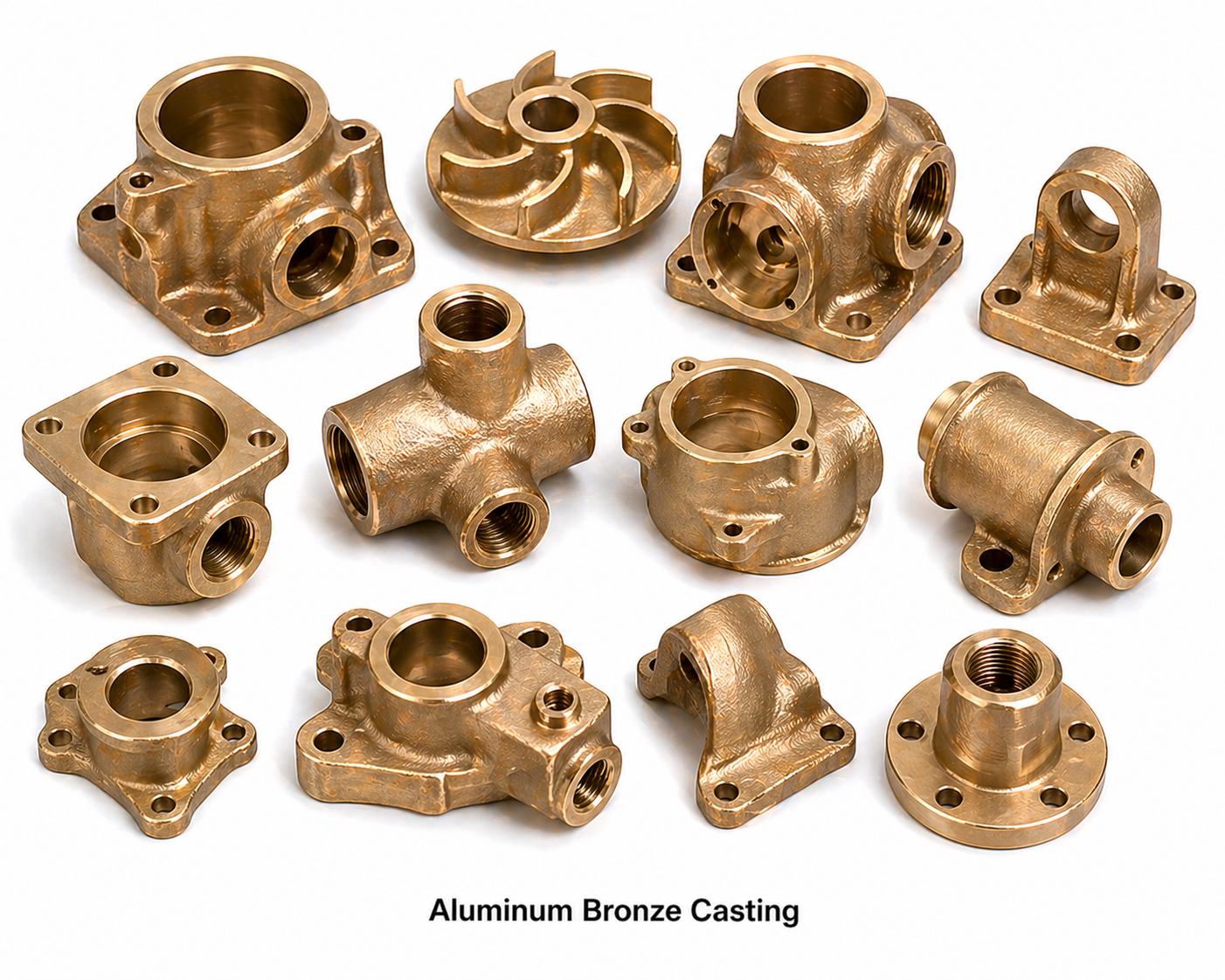
Aluminum bronze castings are copper-base alloys containing aluminium (typically 6–14%) as the primary alloying element, with additions of iron, nickel, manganese, and silicon to enhance mechanical and corrosion-resistant properties. Electrical Accessories India manufactures precision aluminum bronze castings for electrical OEMs, EPC contractors, power utilities, marine equipment builders, petrochemical plants, and industrial distributors. These castings deliver an unmatched combination of tensile strength, seawater corrosion resistance, biofouling resistance, and wear performance, making them the preferred engineering material where steel or standard brass castings cannot meet service requirements.
Product Overview
Alloy Composition and Metallurgy
Aluminum bronze is a copper-aluminium binary or multi-component alloy system. The addition of aluminium beyond 8% triggers the formation of a hard beta phase, significantly increasing strength. Iron additions (up to 5%) refine grain structure and improve abrasion resistance, while nickel additions (up to 5%) stabilize the beta phase at elevated temperatures and enhance corrosion resistance in aggressive environments. Manganese is added to improve castability, and silicon improves resistance to de-aluminification – the selective leaching of aluminium that can occur in stagnant seawater. Electrical Accessories India controls melt chemistry to ±0.1% tolerance on critical elements using spectrometric analysis, ensuring consistent mechanical properties batch to batch.
Corrosion Resistance Mechanism
The superior corrosion resistance of aluminum bronze derives from the formation of a tenacious, self-repairing aluminium oxide (Al₂O₃) surface film, analogous to the passive oxide layer on stainless steel. This film is stable across a wide pH range (4–11), resistant to saline media, sulfuric acid vapours, hydrogen sulfide, and many organic acids. In seawater service, aluminum bronze castings resist dezincification, pitting corrosion, crevice corrosion, and stress corrosion cracking – failure modes that disqualify naval brass and standard gunmetal. This makes aluminum bronze the alloy of choice for pump bodies, valve bodies, impellers, propeller hubs, bushing sleeves, and electrical connector housings in offshore and marine service.
Mechanical Properties and Design Advantages
Aluminum bronze castings offer tensile strengths of 500–750 MPa depending on grade, with yield strengths of 200–450 MPa and elongation values of 8–20%. These are substantially higher than leaded tin bronzes and gunmetals, enabling component weight reduction or the use of thinner cross-sections. The alloy exhibits excellent fatigue strength, making it suitable for dynamic loading applications such as bearing cages, worm wheels, gear blanks, and actuator bodies. Aluminum bronze also retains its mechanical properties at temperatures up to 400°C, unlike many leaded or tin bronzes that soften significantly above 150°C. The Brinell hardness range of 120–220 HB provides excellent wear resistance in metal-to-metal sliding applications.
Casting Processes Used
Electrical Accessories India produces aluminum bronze castings using sand casting, shell mould casting, investment casting (lost-wax), centrifugal casting, and permanent mould (gravity die) casting. Sand casting is used for complex geometries and large components (up to 500 kg), while investment casting achieves near-net-shape tolerances of ±0.1 mm for small precision parts such as valve stems, pilot pins, and connector bodies. Centrifugal casting is applied for cylindrical components – bushings, sleeves, bearing rings – producing a dense, segregation-free microstructure with superior fatigue life. All castings are fettled, shot-blasted, and dimensionally inspected prior to dispatch.
Heat Treatment and Post-Cast Processing
As-cast aluminum bronze can exhibit residual stresses and a non-uniform beta phase distribution that reduces toughness. Electrical Accessories India applies quench annealing (solution annealing at 850–950°C followed by water quench) and tempering treatments as per customer specification to optimize the strength-toughness balance. Stress-relief annealing is standard for castings requiring subsequent machining. Post-casting operations include CNC turning, milling, drilling, reaming, tapping, grinding, and surface treatments such as electroless nickel plating, hard chrome plating, and chemical passivation. Full material test reports (MTRs) and dimensional inspection reports (DIR) accompany every order.
Electrical and Thermal Conductivity
Aluminum bronze has an electrical conductivity of approximately 7–15% IACS (International Annealed Copper Standard), lower than pure copper but adequate for grounding hardware, busbar connectors, earthing clamps, and transformer terminal castings where conductivity is secondary to structural integrity. Thermal conductivity of 50–80 W/m·K enables use in heat sink bodies, bus duct connector blocks, and thermal management components. For high-conductivity applications, Electrical Accessories India can supply chromium copper or beryllium copper castings as alternatives.
Biofouling and Marine Performance
Aluminum bronze naturally inhibits the attachment of barnacles, algae, mussels, and biofilms due to trace copper ion release – a property exploited extensively in marine propulsion, seawater piping, and subsea connector systems. This eliminates the need for anti-fouling coatings in many applications, reducing lifecycle maintenance costs. Electrical Accessories India supplies aluminum bronze castings to Indian Navy shipyards, private shipbuilding yards, offshore platform contractors, and desalination plant operators, meeting the stringent material certification requirements of Lloyd’s Register, Bureau Veritas, DNV-GL, and Indian Register of Shipping (IRS).
Key Features
- Tensile strength up to 750 MPa – suitable for high-load structural and pressure applications
- Excellent seawater, brine, and marine atmosphere corrosion resistance
- Self-repairing aluminium oxide passive film – no surface treatment required in most environments
- Operating temperature range: –200°C to +400°C
- Biofouling resistance – inherent to copper-bearing alloys
- Non-sparking grade available (suitable for ATEX/IECEx hazardous area use)
- Machinability rating: 20–30% (relative to free-cutting brass = 100%)
- Available in all international grades: C95400, C95800, CuAl10Fe3, AB1, AB2, CW307G, IS 318
- Full material traceability with spectrometric chemical analysis certificate
- Compliance with ASTM B148, BS 1400, IS 318, DIN 1714, EN 1982
Material Grades and International Equivalents
| Grade/Designation | India (IS) | USA (ASTM/UNS) | UK (BS) | Germany (DIN) | Europe (EN) | Japan (JIS) | ISO | Al% | Fe% | Ni% | Typical UTS (MPa) |
|---|---|---|---|---|---|---|---|---|---|---|---|
| AB1 / LG4 | IS 318 Gr.1 | C95200 / UNS C95200 | BS 1400 AB1 | DIN 1714 CuAl9 | EN 1982 CC330G | JIS H5111 AlBC1 | ISO 428 CuAl9 | 8.5–9.5 | 2.5–4.0 | — | 500 |
| AB2 | IS 318 Gr.2 | C95400 / UNS C95400 | BS 1400 AB2 | DIN 1714 CuAl10Fe3 | EN 1982 CC331G | JIS H5111 AlBC2 | ISO 428 CuAl10Fe3 | 10.0–11.5 | 3.0–5.0 | — | 570 |
| AB2C | IS 318 Gr.3 | C95500 / UNS C95500 | BS 1400 AB2C | DIN 1714 CuAl10Fe5Ni5 | EN 1982 CC333G | JIS H5111 AlBC3 | ISO 428 CuAl10Fe5Ni5 | 10.0–11.5 | 3.0–5.0 | 3.5–5.5 | 620 |
| NAB (Nickel Al Bz) | IS 318 Gr.4 | C95800 / UNS C95800 | BS 1400 NAB | DIN 1714 CuAl10Ni5Fe4 | EN 1982 CC334G | — | ISO 428 CuAl10Ni5Fe4 | 8.5–9.5 | 3.5–4.5 | 4.5–5.5 | 690 |
| CuAl11Fe6Ni6 | — | C95700 / UNS C95700 | — | DIN 1714 CuAl11Fe6Ni6 | EN 1982 CC335G | — | — | 10.5–12.0 | 5.0–7.0 | 5.0–7.0 | 750 |
| CuAl8Ni6 | — | — | — | — | EN 1982 CC336G | — | — | 7.0–9.0 | — | 5.0–7.0 | 520 |
| LG2 equiv | IS 318 Gr.5 | C95300 / UNS C95300 | BS 1400 LG2 | — | — | — | — | 9.0–11.0 | 0.8–1.5 | — | 480 |
Technical Specifications
| Property | AB1 (C95200) | AB2 (C95400) | AB2C (C95500) | NAB (C95800) |
|---|---|---|---|---|
| Density (g/cm³) | 7.6 | 7.5 | 7.5 | 7.6 |
| Tensile Strength (MPa) | 500 min | 570 min | 620 min | 690 min |
| 0.2% Yield Strength (MPa) | 200 min | 250 min | 280 min | 310 min |
| Elongation (%) | 15 min | 12 min | 10 min | 15 min |
| Hardness (HB) | 120–160 | 140–180 | 160–200 | 160–210 |
| Electrical Conductivity (%IACS) | 12–14 | 8–10 | 7–9 | 7–9 |
| Thermal Conductivity (W/m·K) | 59 | 50 | 50 | 50 |
| Max. Service Temp. (°C) | 300 | 350 | 400 | 400 |
| Corrosion Resistance | Good | Very Good | Excellent | Excellent |
| Machinability Rating (%) | 30 | 25 | 20 | 20 |
Product Types and Variants
- Sand Castings – Complex geometry, weight range 0.5 kg to 500 kg
- Investment Castings – Near-net-shape, tolerance ±0.1 mm, weight 0.02–20 kg
- Centrifugal Castings – Bushings, sleeves, rings, OD up to 600 mm
- Permanent Mould Castings – High repeatability, medium batch production
- Fully Machined Castings – CNC-finished to drawing, ready for assembly
- Non-Sparking Castings – Certified for ATEX Zone 1 & Zone 2 applications
Applications in Industry
- Electrical & Power: Transformer terminal lugs, busbar castings, earthing clamps, HV switchgear components, cable gland bodies for explosive atmospheres
- Marine & Offshore: Propeller hubs, sea water pump bodies, valve bodies, pipe flanges, rudder bearings, subsea connector housings
- Oil & Gas: Wellhead components, gate valve bodies, non-sparking tools, offshore manifold castings
- Water Treatment: Impellers, pump casings, desalination valve bodies, brine-service fittings
- Defence: Naval gun bushings, mine component castings, torpedo tube components
- General Engineering: Worm wheel blanks, gear castings, bearing housings, actuator bodies, wear plates
Manufacturing Process
1. Melting: High-purity copper cathode, aluminium ingot, iron, and nickel are charged into an induction furnace. Temperature is precisely controlled (1100–1200°C) to prevent aluminium oxidation losses.
2. Degassing & Fluxing: Rotary degassing with argon purging removes dissolved hydrogen. Proprietary fluxes skim aluminium oxide dross.
3. Chemistry Check: Spectrometric analysis verifies composition before tapping.
4. Mould Preparation: Sand moulds (green sand or furan resin-bonded) are prepared to drawing. Investment shells are built by wax injection and ceramic coating.
5. Pouring: Controlled pouring rate using bottom-pour ladles minimises turbulence and oxide entrapment.
6. Fettling & Shot Blasting: Gates, risers, and fins are removed. Shot blasting produces a clean casting surface Ra 6.3–12.5 µm.
7. Heat Treatment: Quench annealing at 850–950°C as applicable per grade and customer requirement.
8. Machining: CNC turning and milling to drawing tolerances. Surface finishes down to Ra 0.8 µm achievable.
9. Inspection: Dimensional, visual, PMI (Positive Material Identification), hardness, and mechanical testing. Liquid Penetrant Testing (LPT) or Radiographic Testing (RT) on request.
Quality Standards and Certifications
- ASTM B148 – Standard Specification for Aluminum-Bronze Sand Castings
- ASTM B505 – Continuous Cast Copper-Base Alloy Rod, Bar, and Shapes
- BS EN 1982 – Copper and Copper Alloys: Ingots and Castings
- IS 318 – Indian Standard for Copper Alloy Ingots and Castings
- DIN 1714 – Copper-Aluminium Casting Alloys
- JIS H5111 – Aluminium Bronze Castings
- Lloyd’s Register, Bureau Veritas, DNV-GL, IRS Approval available
- ISO 9001:2015 Quality Management System
- NABL-accredited laboratory testing
- RoHS Compliant, REACH Compliant
Why Choose Electrical Accessories India
- Single-Source Capability: Melting, casting, heat treatment, machining, and inspection under one roof
- Grade Flexibility: All internationally recognized aluminum bronze grades in stock or made-to-order
- Export Experience: Established supply to USA, UK, Germany, UAE, South Africa, Singapore, Malaysia, Australia
- Traceability: Full heat-wise material test reports, 3.1 Mill certificates per EN 10204
- Short Lead Times: 2–4 weeks for standard grades; 6–8 weeks for complex investment castings
- Competitive Pricing: Direct manufacturer pricing without trading margins
- Technical Support: Alloy selection, DFM (Design for Manufacturability) guidance at no charge
Frequently Asked Questions (FAQ)
Q1: What is the difference between AB1, AB2, AB2C, and NAB grades?
AB1 (C95200) is a binary Cu-Al-Fe alloy suitable for general engineering. AB2 (C95400) has higher aluminium and iron, giving better strength and wear resistance. AB2C (C95500) adds nickel for improved high-temperature performance. NAB (C95800/Nickel Aluminium Bronze) is the premium marine grade, offering the best corrosion resistance in seawater, cavitation resistance, and biofouling resistance.
Q2: Can aluminum bronze castings be welded?
Yes. Aluminum bronze can be TIG and MIG welded using matching filler metal (e.g., ERCuAl-A2 per AWS A5.7). Pre-heat of 150–200°C is recommended for sections above 12 mm to prevent hydrogen cracking. Post-weld stress relief at 550°C improves corrosion performance of weld zones.
Q3: Is aluminum bronze suitable for food and pharmaceutical contact?
Standard aluminum bronze alloys are not approved for potable water or food contact in many jurisdictions due to aluminium leaching concerns. For drinking water service, dezincification-resistant (DZR) brass or gunmetal is preferred. Confirm with applicable regulatory standards (WRAS, NSF 61) for your specific jurisdiction.
Q4: What casting weights and sizes can you supply?
We supply sand castings from 0.5 kg to 500 kg, investment castings from 20 g to 20 kg, and centrifugal castings up to 600 mm OD and 1200 mm length. Larger custom sizes are available on enquiry.
Q5: What tolerances are achievable on aluminum bronze castings?
Sand casting: CT6–CT8 per ISO 8062. Investment casting: CT4–CT6. Machined features: IT7–IT9 (H7 bore tolerances achievable as standard).
Q6: Do you supply non-sparking aluminum bronze tools and components?
Yes. Aluminum bronze is classified as a non-sparking material per EN 13463-1, suitable for use in ATEX Zone 1 and Zone 2 classified areas. We supply castings with certificate of conformity to non-sparking requirements on request.
Q7: What is the lead time for aluminum bronze castings?
Standard grades (AB1, AB2, NAB): 2–4 weeks for simple sand castings. Investment castings with tooling: 6–8 weeks including tooling fabrication. Repeat orders with existing tooling: 2–3 weeks.
Q8: Can you reverse-engineer a sample casting?
Yes. We offer 3D scanning (CMM or laser scan), PMI analysis of the sample for grade identification, and production of new tooling based on the scan data. This is especially useful for obsolete or legacy marine and industrial components.
Q9: What documentation do you provide with shipments?
Every shipment is accompanied by: Chemical Analysis Certificate (spectrometric), Mechanical Test Certificate (per ASTM B148 or equivalent), Dimensional Inspection Report, Heat Treatment Record, and EN 10204 3.1 Mill Certificate where specified. Third-party inspection by SGS, Bureau Veritas, or TÜV can be arranged.
Q10: Are your aluminum bronze castings RoHS and REACH compliant?
Yes. Our aluminum bronze alloys do not contain lead (Pb >0.4%), cadmium, hexavalent chromium, or other SVHC (Substances of Very High Concern) listed under REACH Regulation (EC) 1907/2006. RoHS 3 Directive 2015/863/EU compliance certificates available on request.
Equivalent Terms – Multilingual Reference
| Language | Term 1 | Term 2 | Term 3 |
|---|---|---|---|
| Spanish | Fundición de bronce aluminio | Aleación de cobre-aluminio fundida | Piezas de bronce alumínico |
| Russian | Литье алюминиевой бронзы | Отливки из алюминиевой бронзы | Медно-алюминиевые литые детали |
| French | Pièces moulées en bronze aluminium | Fonte de bronze d’aluminium | Alliage cuivre-aluminium coulé |
| Portuguese | Fundição de bronze alumínio | Peças fundidas em bronze aluminoso | Liga de cobre-alumínio fundida |
| Italian | Fusione in bronzo alluminio | Getti in bronzo alluminoso | Componenti fusi in lega rame-alluminio |
Related Products and Linked Terms
- Brass DZR Casting and DZR Brass Machined Parts
- Phosphor Bronze Casting and Phosphor Bronze Machined Parts
- Bronze Ground Rod Clamps
- Bronze Copper Grounding Clamps
- Brass A2 Cable Glands
- Brass BW Cable Glands
Request a Quote
Supply your drawing, sample, or specification and receive a detailed technical proposal within 24 hours. Electrical Accessories India engineers are available to advise on alloy selection, casting method, and post-processing for your specific application. We export to 30+ countries with full shipping documentation including Certificate of Origin, Packing List, and Material Test Reports.
Contact us: Send your RFQ with quantity, grade, drawing (PDF/DXF/STEP), and delivery requirement. We respond within 24 business hours.
Indicative Pricing
Bronze Items: US$ 13.90 per kilogram, CIF US Port
Prices are indicative and subject to change based on quantity, specification, alloy grade, and market conditions. Contact us with your RFQ for a firm quotation.
Aluminum Bronze Grade Sub-Pages
Dedicated casting pages for each Aluminum Bronze grade – US (ASTM/CDA/UNS), European (EN 1982), British (BS 1400), Indian (IS 318), Japanese (JIS H5111), ISO, and DIN designations. All pages include full schema markup, composition tables, mechanical property data, and pricing at US$ 16.80 per kilogram.
US Grades (ASTM B148 / CDA / UNS)
- AB1 Bronze Casting – C95200 / CDA 952
- CDA 952 Bronze Casting – C95200
- C95300 Bronze Casting – Low Iron Aluminum Bronze
- CDA 953 Bronze Casting – C95300
- AB2 Bronze Casting – C95400 / CDA 954
- CDA 954 Bronze Casting – C95400 AB2
- AB2C Bronze Casting – C95500 / CDA 955
- CDA 955 Bronze Casting – C95500 AB2C
- C95600 Bronze Casting – Silicon Aluminum Bronze
- C95700 Bronze Casting – Manganese Nickel Aluminum Bronze
- CDA 957 Bronze Casting – C95700
- NAB Bronze Casting – C95800 / CDA 958 Nickel Aluminum Bronze
- CDA 958 Bronze Casting – C95800 NAB
- C95900 Bronze Casting – High Hardness Aluminum Bronze
- CDA 959 Bronze Casting – C95900
European Grades (EN 1982)
- CC330G Bronze Casting – EN 1982 CuAl9 (Equiv AB1 / C95200)
- CC331G Bronze Casting – EN 1982 CuAl10Fe3 (Equiv AB2 / C95400)
- CC333G Bronze Casting – EN 1982 CuAl10Fe5Ni5 (Equiv AB2C / C95500)
- CC334G Bronze Casting – EN 1982 CuAl10Ni5Fe4 (Equiv NAB / C95800)
- CC335G Bronze Casting – EN 1982 CuAl11Fe6Ni6 (Equiv C95700)
- CC336G Bronze Casting – EN 1982 CuAl8Ni6
ISO / DIN Grades
- CuAl9 Bronze Casting – ISO 428 / DIN 1714
- CuAl10Fe3 Bronze Casting – ISO 428 / DIN 1714
- CuAl10Fe5Ni5 Bronze Casting – ISO/DIN AB2C
- CuAl10Ni5Fe4 Bronze Casting – ISO/DIN NAB
- CuAl11Fe6Ni6 Bronze Casting – DIN 1714
British Standard (BS 1400)
- AB1 Bronze Casting – BS 1400 AB1
- AB2 Bronze Casting – BS 1400 AB2
- AB2C Bronze Casting – BS 1400 AB2C
- NAB Bronze Casting – BS 1400 NAB
Indian Standard (IS 318)
- IS 318 Grade 1 Bronze Casting (Equiv C95200 AB1)
- IS 318 Grade 2 Bronze Casting (Equiv C95400 AB2)
- IS 318 Grade 3 Bronze Casting (Equiv C95500 AB2C)
- IS 318 Grade 4 Bronze Casting – NAB (Equiv C95800)
Japanese Standard (JIS H5111)
- AlBC1 Bronze Casting – JIS H5111 (Equiv C95200 AB1)
- AlBC2 Bronze Casting – JIS H5111 (Equiv C95400 AB2)
- AlBC3 Bronze Casting – JIS H5111 (Equiv C95500 AB2C)