


Product
Product Details
Brass Hot Forged Parts
Brass Hot Forged Parts
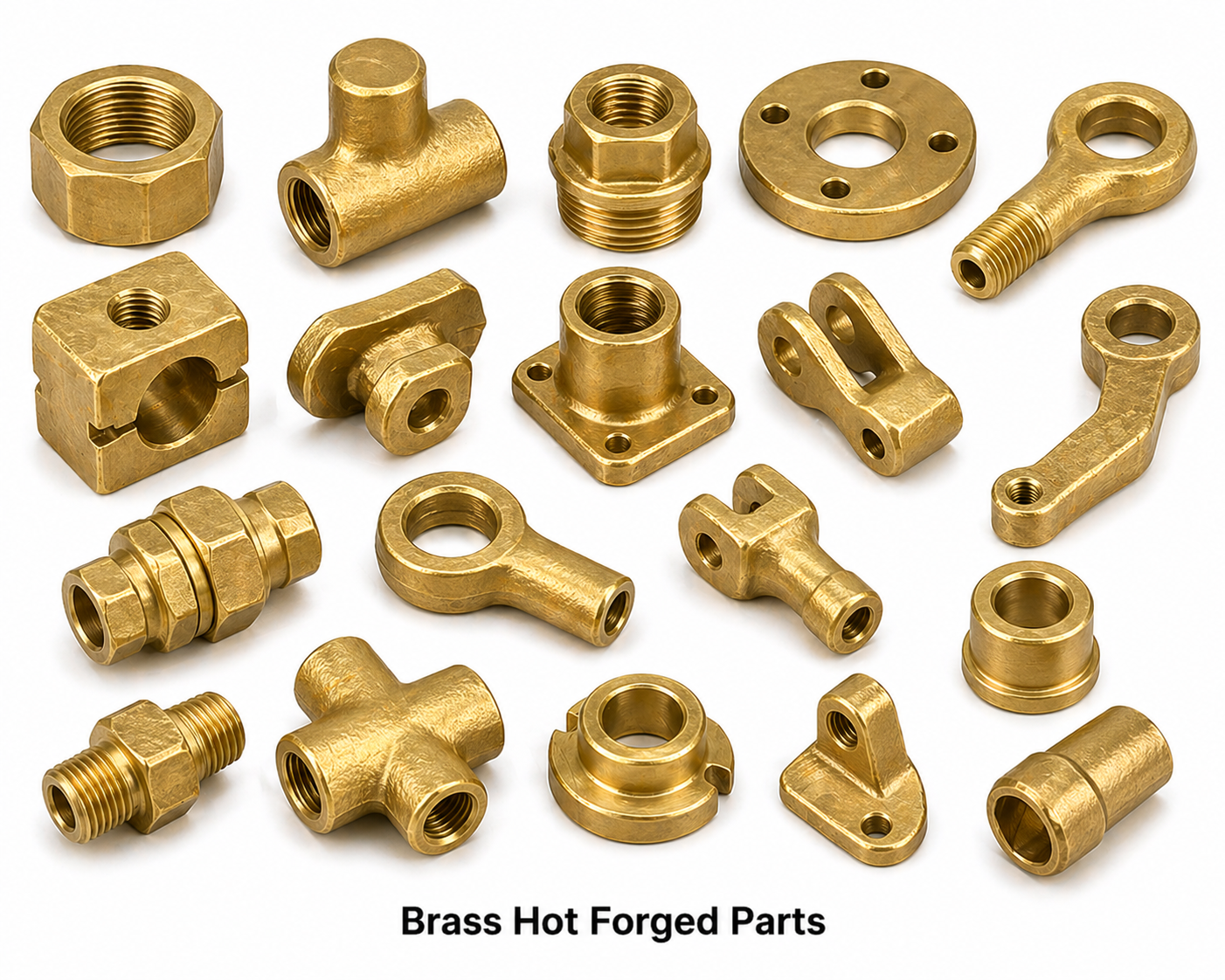
Brass hot forged parts — also known as brass hot stamped parts, brass drop-forged components, brass die-forged parts, brass hot-pressed components, or brass impression die forgings — are metal components produced by heating brass billets to 650–750°C and pressing them in closed-impression dies under high hydraulic or mechanical force. The hot forging process produces near-net-shape components with superior grain flow, improved mechanical properties over castings, and excellent dimensional consistency for complex three-dimensional profiles that would require extensive machining if turned from bar. Electrical Accessories India manufactures brass hot forged parts from CW617N (CuZn40Pb2), IS 291 forging brass, CW614N, and other forging-grade alloys for electrical fittings, valve bodies, plumbing components, and industrial hardware supplied to OEMs in India and 30+ export markets.
Product Overview
Hot Forging vs. Machining vs. Casting for Brass Parts
Hot forging is the preferred manufacturing process for brass parts with complex 3D profiles, large cross-sections, and high structural requirements. Compared to CNC machining from bar, hot forging offers lower material waste (near-net-shape vs. removing 30–60% of bar stock as chips), better grain flow and mechanical properties (forged brass is approximately 20–30% stronger than machined from bar), faster cycle times for high-volume production, and the ability to form complex cavities, bosses, and ribs impossible to machine economically. Compared to sand or die casting, hot forgings have superior mechanical properties (no porosity, no casting defects), tighter dimensional tolerances, and better surface finish directly from the die — typically requiring only minor finish machining on seating or thread features.
Alloy Selection for Brass Hot Forging
CW617N (CuZn40Pb2, EN 12420) is the primary forging brass alloy: 58–60% Cu, ~40% Zn, 1.6–2.5% Pb. The higher zinc content (vs. CW614N) gives alpha-beta microstructure that flows well in hot dies at 650–750°C, producing complete die-fill and good forging definition. The lead content (2%) provides free-cutting behaviour for post-forge machining operations. CW617N forgings have UTS 380–500 MPa and elongation 8–12% — superior to most bronze castings in strength and ductility. IS 291 Alloy 2 is the Indian standard equivalent. C37700 (ASTM B283) is the US equivalent. For low-lead and RoHS requirements, CW608N (bismuth brass) forgings are an alternative.
Hot Forging Process and Capabilities
Brass hot forging at Electrical Accessories India uses closed-impression (impression die) forging: a brass billet is heated to forging temperature, placed in the lower die, and pressed under force in the matching upper die. Flash (excess material at parting line) is trimmed in a separate trimming operation. Post-forge operations include pickling (to remove oxide scale), machining of precision features (bores, threads, connection ports), and surface finishing. Component weight range: 50 g to 5 kg. Typical weight tolerances: ±2–3% of nominal weight. Die-to-die dimensional tolerances: ±0.1–0.2 mm on non-machined surfaces; ±0.01 mm on post-machined surfaces.
Applications of Brass Hot Forged Parts
Brass hot forged parts are found throughout the electrical, plumbing, gas, and hydraulic industries. Valve bodies for gate valves, ball valves, globe valves, and check valves in sizes DN15–DN100 are the largest single application for brass hot forgings. Fitting bodies — tees, elbows, crosses, and reducers — for plumbing and HVAC systems use forged brass for the complex 3D geometry of multi-port fittings. Electrical cable gland bodies (large sizes, M50–M100 or 2″–4″ NPT) are more economically produced by forging than machining from hex bar. Busbar connectors and cable lug bodies for power distribution use brass forgings for complex contact profiles. Compression fitting bodies and union nuts for high-pressure instrumentation service are forged for strength and reliability.
Post-Forge Machining and Finishing
Brass hot forgings typically require post-forge machining of functional surfaces: bore drilling, thread cutting (internal and external), port facing, and sealing surface grinding. Electrical Accessories India performs post-forge machining in-house on CNC turning centres and VMCs, providing a complete forged-and-machined component ready for assembly. Surface finishing options: natural forged (pickled and tumbled), barrel polished (Ra 0.8–1.6 µm), nickel plated, chrome plated, tin plated, or passivated. Parts are supplied 100% pressure-tested (hydrostatic test at 1.5x working pressure) for valve and fitting bodies on customer request.
Quality Control for Brass Forgings
Quality control for brass hot forgings covers: incoming billet material verification (XRF composition, dimensional check), forge monitoring (billet temperature, press force, die condition inspection), flash removal verification, post-forge dimensional inspection (coordinate measurement for 3D profiles), crack/defect detection (dye-penetrant or radiographic testing for pressure-rated parts), hardness testing, and final machined dimension inspection. Pressure testing at 1.5x rated working pressure for valve bodies and fittings. Full material traceability from billet heat number to finished forging batch maintained per ISO 9001 requirements.
Key Features
- Alloys: CW617N (CuZn40Pb2), IS 291 forging brass, C37700 (ASTM B283) — die forging grades
- Component weight range: 50 g to 5 kg; complex 3D profiles including multi-port and cavities
- Dimensional tolerance: ±0.1–0.2 mm forged surfaces; ±0.01 mm post-machined
- Superior mechanical properties vs. castings: UTS 380–500 MPa, no porosity
- Near-net-shape — 60–80% material utilisation vs. 40–60% for bar machining
- Post-forge CNC machining of bores, threads, and functional surfaces in-house
- Surface treatment: nickel plating, chrome, tin, passivation, barrel polish
- Pressure testing at 1.5x working pressure for valve and fitting bodies
- ISO 9001:2015 certified QMS; full batch traceability and documentation
- Export to 30+ countries including UK, Germany, UAE, Australia, USA
Material Grades and International Equivalents
| India (IS) | USA (ASTM/UNS) | UK (BS EN) | Germany (DIN) | Europe (EN) | ISO | UTS (MPa) |
|---|---|---|---|---|---|---|
| IS 291 Alloy 2 | C37700 (ASTM B283) | CW617N (BS EN) | CuZn40Pb2 (DIN 17660) | EN 12420 CW617N | ISO 426/1 | 380–500 |
| IS 291 Alloy 1 | C37000 (UNS) | CW608N | CuZn40Pb (DIN) | EN 12420 CW608N | ISO 426/1 | 360–480 |
| IS 319 Type 1 | C36000 (ASTM B16) | CZ121 / CW614N | CuZn39Pb3 (DIN 17660) | EN 12164 CW614N | ISO 426/1 | 380–490 |
| IS 291 Alloy 3 | C38500 (UNS) | CW602N (DZR) | CuZn36Pb2As | EN 12420 CW602N | ISO 426 | 360–470 |
Technical Specifications
| Parameter | CW617N Forging Specification |
|---|---|
| Primary Alloy | CW617N (CuZn40Pb2) per EN 12420 |
| Copper (Cu) | 58–60% |
| Zinc (Zn) | Balance (~38–41%) |
| Lead (Pb) | 1.6–2.5% |
| Forging Temperature | 650–750°C |
| Tensile Strength | 380–500 MPa |
| Elongation | 8–12% |
| Hardness | 100–150 HB |
| Weight Range | 50 g to 5 kg per forging |
| Forged Tolerance | ±0.1–0.2 mm |
| Machined Tolerance | ±0.01 mm |
Product Types and Variants
Brass hot forged parts from Electrical Accessories India include: Valve bodies — ball valve, gate valve, globe valve, and butterfly valve bodies in DN15–DN100 (1/2″–4″); Compression and union fitting bodies — tees, elbows, crosses, and straight connectors for plumbing and instrumentation; Large cable gland bodies (M50–M100, 2″–4″ NPT) for heavy cable management; Busbar connector and lug bodies for power distribution systems; Flanged connector bodies for industrial pipe connections; Hydraulic and pneumatic manifold blanks machined from forged billets; Custom brass forgings to customer 2D or 3D drawing with in-house post-forge machining.
Applications in Industry
Brass hot forgings are essential in: Plumbing and HVAC — valve bodies, fitting bodies, and manifold components for water supply and heating systems; Gas distribution — valve bodies and fitting connectors for natural gas and LPG distribution networks; Electrical cable management — large cable gland bodies for industrial plants, substations, and offshore installations; Power distribution — busbar connection bodies, lug bodies, and connector housings for medium-voltage systems; Industrial hydraulics and pneumatics — manifold bodies, actuator housings, and valve bodies; Oil and gas — wellhead fittings, instrument manifold bodies, and pressure fittings in non-H2S environments.
Manufacturing Process
- Billet Preparation: CW617N billet cut to calculated weight (forging weight + flash allowance); OD verified.
- Induction/Furnace Heating: Billet heated to 650–750°C; temperature monitored by pyrometer.
- Die Lubrication: Die sprayed with graphite lubricant; preheated to 150–200°C to prevent chilling.
- Impression Forging: Heated billet placed in lower die; upper die pressed with hydraulic or mechanical force; die closed completely.
- Ejection: Forging ejected by knockout pin; transferred to trimming station.
- Flash Trimming: Excess flash trimmed in trimming die on hydraulic press.
- Pickling: Forging immersed in acid pickle (dilute H₂SO₄ or HNO₃) to remove oxide scale.
- Dimensional Inspection: Coordinate measurement of 3D profile; weight verification; visual inspection.
- Post-Forge Machining: Bores, threads, and functional surfaces machined on CNC lathe/VMC.
- Pressure Test (if required): Hydrostatic test at 1.5x rated pressure; visual for leaks.
- Surface Treatment: Plating, polishing, or passivation; final inspection.
Quality Standards and Certifications
Brass hot forged parts manufactured per: ISO 9001:2015 QMS; EN 12420 for copper alloy forgings (CW617N); ASTM B283 for copper alloy die forgings (C37700); IS 291 for Indian forging brass; EN 10204 3.1/2.2 MTRs; ISO 9606 for weld procedures (welded assemblies); ASTM A967 / EN 13480 for pressure testing; RoHS 2011/65/EU Annex II exemption; REACH SVHC compliance. Third-party inspection (SGS, TÜV, BV) available on request.
Why Choose Electrical Accessories India
Jamnagar is the global centre for brass forging — thousands of forging units with decades of accumulated expertise in CW617N and IS 291 brass die forgings. Electrical Accessories India leverages this ecosystem with our own toolroom for die fabrication, in-house post-forge machining capability, and a quality system that ensures consistent dimensional compliance across high-volume production. We offer complete forged-and-machined assemblies that arrive ready for your production line — eliminating the need for separate forging and machining suppliers. Our export documentation team handles CE, UKCA, and other import compliance for key markets.
Frequently Asked Questions (FAQ)
What is the difference between hot forging and cold forging for brass?
Hot forging heats the brass billet to 650–750°C before pressing — this gives excellent die-fill for complex 3D profiles, near-net-shape production, and improved grain flow. Cold forging is done at room temperature — it gives tighter tolerances and work-hardened strength but is limited to simpler shapes and smaller cross-sections. Most brass structural components (valve bodies, fitting bodies) use hot forging; smaller fasteners and inserts may use cold heading (a form of cold forging).
What is the minimum order quantity for brass hot forgings?
Minimum order for standard brass forgings (standard valve or fitting body profiles): 500–1,000 pieces. For custom dies, MOQ is typically 2,000–5,000 pieces to amortise die cost. Die cost is a one-time capital cost paid by the customer; subsequent orders carry only material and production costs.
How long does it take to make a new forging die?
New forging die fabrication: 4–8 weeks depending on complexity. During this time, the customer can review and approve a 3D model of the die cavity before machining begins. Once the die is ready, sample forgings (10–20 pieces) are produced for customer dimensional approval before mass production commences.
Can you supply forged and fully machined brass parts?
Yes. Electrical Accessories India provides completely finished parts: forged blank → post-forge CNC machining → thread cutting → surface finish → dimensional inspection → pressure test. Customers receive assembly-ready components without additional machining work.
What alloy is used for DZR (dezincification-resistant) brass forgings?
CW602N (CuZn36Pb2As, DZR brass) is used for forgings in potable water and dezincification-risk applications. It contains arsenic (As) as an inhibitor against selective zinc dissolution. CW602N is approved for potable water contact in most EU member states under EN 1254 and WRAS requirements. Electrical Accessories India produces CW602N forgings on request.
Do brass forgings require heat treatment?
Standard brass hot forgings are used in the as-forged (and machined) condition — no post-forge heat treatment is required for most applications. Stress-relief annealing (150–250°C, 1 hour) may be recommended for parts exposed to ammonia or tensile stress environments to prevent stress corrosion cracking.
What are the typical wall thickness limitations for brass hot forgings?
Minimum forged wall thickness is typically 2–3 mm for small components and 4–6 mm for large components, depending on the die complexity and forging pressure. Thin walls below 2 mm are better achieved by machining from bar. Maximum cross-section for brass hot forging is typically 100–150 mm diameter.
Can brass forgings be used for ATEX/hazardous area equipment?
Yes. Brass (CW617N) is a non-sparking, non-magnetic alloy suitable for use in ATEX Zone 1/2 and Zone 21/22 equipment per IEC 60079-0. Forged brass cable gland bodies and enclosure components are used in ATEX-rated electrical equipment. Electrical Accessories India supplies brass forgings for ATEX cable gland assemblies compliant with ATEX Directive 2014/34/EU.
Equivalent Terms – Multilingual Reference
| Language | Term 1 | Term 2 | Term 3 |
|---|---|---|---|
| Spanish | Piezas de latón forjadas en caliente | Componentes estampados de latón | Piezas de latón forjadas por impresión |
| Russian | Горячекованые латунные детали | Штампованные латунные компоненты | Латунные поковки горячей штамповки |
| French | Pièces laiton forgées à chaud | Composants laiton estampés | Pièces laiton forgées par impression |
| Portuguese | Peças de latão forjadas a quente | Componentes estampados de latão | Forjados de latão por impressão |
| Italian | Parti in ottone fucinati a caldo | Componenti in ottone stampati | Fusioni per impressione in ottone |
Related Products and Linked Terms
- Brass Forging Parts – Brass Forged Components
- Brass Parts – Brass CNC Machined Parts
- Brass Turned Parts – Brass Turned Components
- CW614N Brass Components and Parts
- Copper Machined Parts
Request a Quote
Supply your drawing, sample, or specification and receive a detailed technical and commercial proposal within 24 hours. Electrical Accessories India engineers are available to advise on alloy selection, die design, forging feasibility, post-forge machining, and testing requirements. We export to 30+ countries with full shipping documentation including Certificate of Origin, Packing List, and Material Test Reports.
Contact us: Send your RFQ with quantity, drawing (PDF/DXF/STEP/3D model), weight estimate, and delivery requirement. We respond within 24 business hours.
Indicative Pricing
Brass Items: US$ 11.50 per kilogram, CIF US Port
Prices are indicative and subject to change based on quantity, specification, alloy grade, and market conditions. Contact us with your RFQ for a firm quotation.
Also See – Alloy-Specific Machined Parts
- C69300 ECO Brass Machined Parts – Low-Lead Screw Machine Components
- C87850 Brass Fittings and Brass Machined Parts – Lead-Free NSF 61
- C360 Brass Screw Machine Parts – CDA 360 Free-Cutting Brass Machining
- Stainless Steel 304 Parts – CNC Machined AISI 304 Parts
- Stainless Steel 316 Parts and AISI 316 Fittings – Marine Grade SS