Product
Product Details
Copper Forged Parts, Copper Hot Forged Components
Copper Forged Parts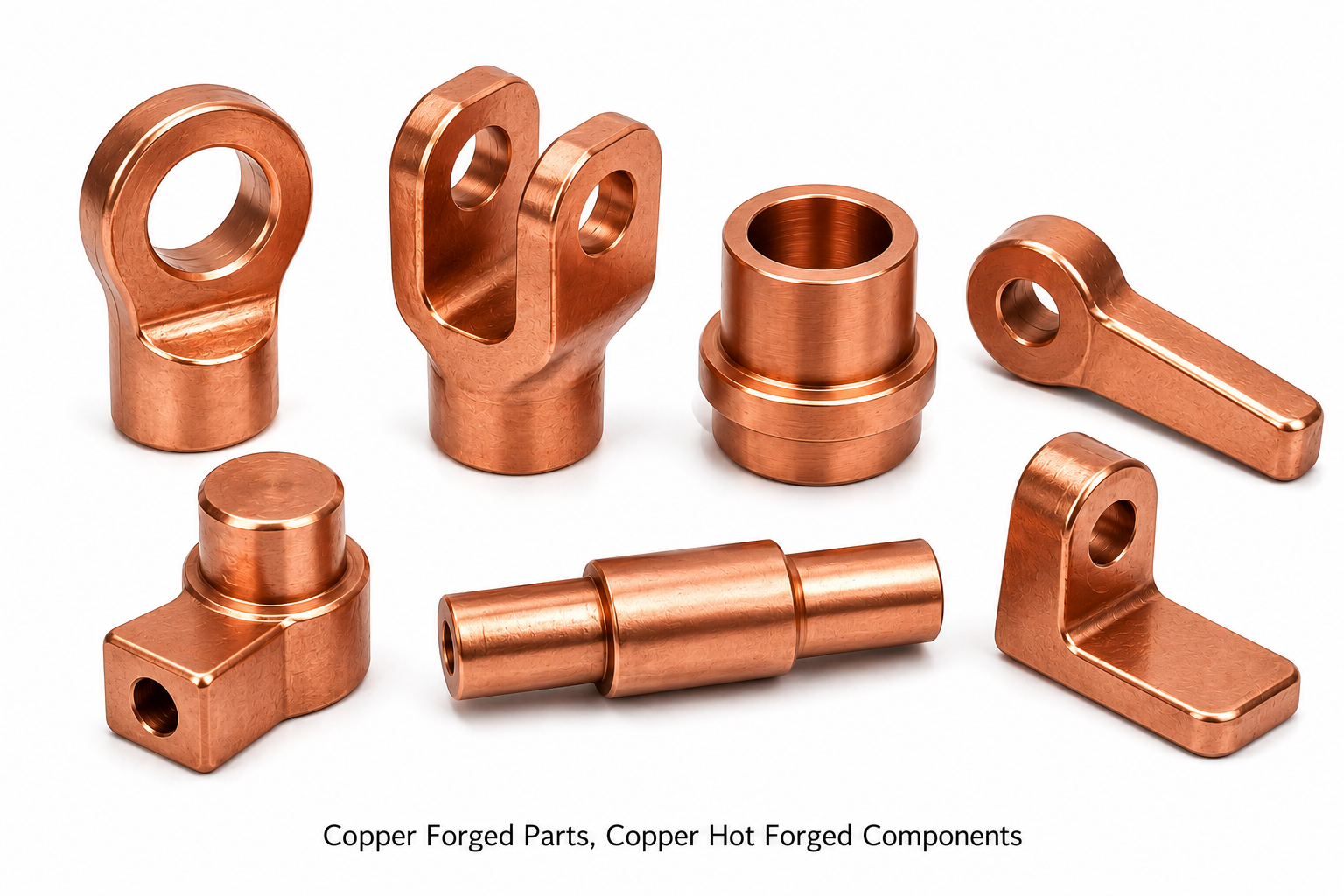
Pricing: US$ 15.80 / Kilogram (FOB India | MOQ: 100 Kg | Custom die tooling available)
Electrical Accessories India manufactures copper forged parts and copper hot forged components using drop forging (closed-die) and open-die forging processes on hydraulic and mechanical forging presses. Copper hot forging is performed at 600–800 °C—within copper’s hot working temperature range—where the metal’s yield strength is reduced to 10–15% of its room-temperature value, enabling large complex geometries, heavy sections, and thick-wall components to be formed with press forces of 200–5,000 tonnes. Copper hot forged parts include heavy-duty electrical connectors, earthing clamp bodies, substation hardware fittings, bus-bar clamps, compression lug bodies, forged copper flanges, and specialised industrial fittings for electrical utilities, EPC contractors, power utilities, offshore industry, and heavy infrastructure projects.
Product Overview – Copper Forged Parts and Copper Hot Forged Components
Copper hot forged parts—also specified in engineering procurement as copper drop forgings, copper closed-die forgings, copper open-die forgings, copper die-forged components, copper hammer forgings, copper press forgings, copper rough forgings, and copper near-net-shape forgings—are produced by heating copper billets or bars to forging temperature and then pressing or hammering them into closed or open dies under controlled force. The forging process produces a fibrous, wrought grain structure aligned with the part’s contour—providing superior impact strength, fatigue resistance, and structural integrity compared to cast or machined-from-solid copper equivalents.
Why Hot Forge Copper? Hot forging enables the production of copper parts with: (1) complex 3D geometries and undercuts not achievable by cold forging; (2) large cross-sections (up to 300 mm) that would require excessive cold-forging forces; (3) fine-grained, porosity-free microstructure superior to sand casting; and (4) weight reduction vs. machined-from-solid—typically 25–40% less material waste than machining complex copper parts from bar stock. For parts weighing 0.5 kg to 50 kg with complex shape, hot forging is the optimal manufacturing process combining economy and structural reliability.
Closed-Die (Drop) Forging: The most precise copper hot forging method, producing near-net-shape parts with dimensional tolerance ±0.3–0.5 mm as-forged and flash (excess material) controlled by flash land design in the die set. Closed-die copper forgings require two die halves (upper and lower) machined with the negative of the part shape, plus a flash gutter to accommodate excess material. After forging, flash is trimmed in a separate trimming press. Closed-die forging tooling cost is US$ 10,000–100,000 depending on part complexity, but enables production of 10,000–500,000 identical parts with consistent quality.
Open-Die (Free) Forging: Used for large copper forgings (>50 kg), prototype quantities, and simple prismatic shapes (discs, rings, slabs, stepped cylinders) where closed-die tooling investment is not justified. Open-die forging on hydraulic presses uses flat, V-shaped, or contoured dies to incrementally deform heated copper billets into the required shape. Dimensional tolerances of ±2–5 mm are standard for open-die forgings, with subsequent machining required to achieve final dimensions. Open-die copper forgings are used for large earthing pad clamps, transformer lead brackets, substation grounding castings, and custom heavy-current bus connections.
Isothermal and Precision Forging: For copper alloys requiring close tolerances without extensive post-machining, isothermal forging (dies heated to near-forging temperature) reduces temperature differential between workpiece and die, improving metal flow and achieving tolerances of ±0.1–0.2 mm as-forged. This technique is used for complex copper connector bodies, precision earthing adapters, and high-voltage connector hardware where machining allowance must be minimised to reduce cost.
Copper Alloy Selection for Hot Forging: C11000 ETP copper and C12200 DHP copper are the primary alloys for hot forging, with excellent hot workability at 700–800 °C. C18200 chromium copper (CW105C) and C18150 chromium-zirconium copper are forged for high-strength, high-conductivity applications (resistance welding equipment, spot welding fixtures, high-temperature electrical contacts). C17200 beryllium copper (CW101C) is forged at 760–870 °C for aerospace connector housings and high-strength spring contact blanks requiring >1,000 MPa UTS after age hardening.
Flash Trimming and Post-Forging Machining: After hot forging and cooling, flash is trimmed in a dedicated flash trimming press (hot or cold trimming). Forged copper parts then undergo: scale removal by shot blasting or acid pickling; CNC machining of critical interfaces (bore, face, thread); dimensional inspection; and surface treatment. For high-volume forged copper connector bodies, the complete forging-to-finished-part process is performed in-house within a single production flow.
Grain Flow and Structural Integrity: The forging process aligns the copper’s grain structure (flow lines) to follow the part’s profile—producing a continuous grain flow pattern that provides maximum strength in the directions of applied service load. This is particularly important for electrical earthing clamps, suspension clamps on overhead transmission lines, and structural bus-bar hardware that experience mechanical and thermal stresses simultaneously. Forged copper parts are consistently preferred over cast equivalents for structural electrical fittings in IEC 61284 (overhead line fittings) and IEEE 1268 applications.
Key Features
- Hot forging temperature: 600–800 °C (copper hot-working range)
- Closed-die forging: tolerance ±0.3–0.5 mm as-forged; ±0.05 mm post-machined
- Open-die forging: parts up to 200 kg; simple geometry
- Fibrous, wrought grain structure: superior fatigue and impact strength vs. casting
- Material: C11000, C12200, C18200, C17200 copper alloys
- Flash trimmed; shot-blasted or pickled after forging
- Post-forging CNC machining to final dimensions in-house
- ISO 9001:2015; EN 10204 3.1 material certificates; DIN 46341/IEC 61284 compliant
Metallurgical Advantages of Hot Forging
Hot forging refines the coarse cast grain structure of copper billet into a uniform, fine-grained wrought structure with closed porosity, eliminated shrinkage cavities, and aligned flow lines. Mechanical properties of hot-forged copper: tensile strength 220–270 MPa (annealed after forging), elongation 35–50%, hardness 50–75 HRB—superior to sand-cast copper (185 MPa UTS, 15–25% elongation). For overhead line hardware, substation earth clamps, and suspension fittings tested to IEC 61284, hot-forged copper consistently passes 50 kN mechanical load tests and 10,000-cycle fatigue tests that cast copper fittings typically fail.
Closed-Die Forging Precision
Closed-die (drop) forging produces copper parts with as-forged dimensional tolerance ±0.3 mm on critical dimensions—significantly better than sand casting (±1–3 mm) or lost-wax casting (±0.5–1 mm). Flash is controlled by the flash land and gutter design: excess material flows into the flash gutter, maintaining die fill while preventing die damage from overloading. Computer simulation of metal flow using DEFORM 3D software during die design stage predicts flash distribution, underfill risk areas, and die stress concentrations—enabling first-tool-hit success rate >85% for copper forging dies.
Heavy-Section Copper Forgings
Open-die forging on 1,000–5,000 tonne hydraulic presses produces large copper forgings for substation grounding pads (up to 50 kg), custom bus-bar transition pieces, OHL (overhead line) tension clamp bodies, and heavy current cable joints. Copper billets of 150–300 mm diameter are forged to finished cross-sections with multi-pass incremental reduction to achieve homogeneous grain refinement throughout the cross-section. For large forgings, ultrasonic testing (UT) per ASTM E114 is performed post-forging to verify internal soundness (absence of voids, cracks, laminations).
Overhead Line and Substation Hardware
Copper hot forged fittings for overhead transmission and distribution lines—including compression dead-ends, suspension clamps, strain clamps, parallel groove clamps, and mid-span compression joints—are manufactured to IEC 61284, IEC 61238-1, and AS 3607 standards. These forged copper fittings are type-tested for mechanical strength (rated tensile load, slip strength, fatigue), electrical resistance (≤ conductance of equivalent conductor length), and environmental performance (UV, salt spray, thermal cycling). Type test reports are available from NABL-accredited testing laboratories.
Substation Earthing Hardware
Heavy-duty copper forged earthing hardware—earth clamps, cross-clamp connectors, T-connectors, parallel groove connectors, substation grounding pads, and bolted dead-end fittings—is manufactured to IEEE 837 (connecting joints in substation grounding systems), IEC 62561 (lightning protection system components), and IS 3043 (earthing practice for electrical installations) specifications. These copper hot forged parts withstand fault current of 50–100 kA for 1 second and maintain contact resistance ≤ 20 µΩ after 250 mechanical stress cycles.
Post-Forging CNC Machining Integration
The complete manufacturing flow—hot forging, flash trimming, shot blasting, CNC machining, and plating—is performed on a single site. This integrated approach eliminates inter-supplier logistics, maintains traceability, and reduces total lead time by 30–40% compared to sub-contracted forging plus separate machining. Post-forging CNC machining achieves ±0.05 mm on bolt hole positions, thread diameters, and contact bearing surfaces—meeting switchgear manufacturer’s installation tolerance requirements for bus-bar hardware and connector bodies.
Technical Specifications
| Parameter | Specification |
|---|---|
| Forging Process | Hot Closed-Die Forging, Open-Die Forging, Isothermal Precision Forging |
| Material Grades | C11000, C12200, C18200 (CrCu), C17200 (BeCu) |
| Forging Temperature | 600–800 °C (standard Cu); 760–870 °C (BeCu) |
| Part Weight Range | 50 g to 200 kg |
| Tolerance (as-forged, closed-die) | ±0.3–0.5 mm |
| Tolerance (as-forged, open-die) | ±2–5 mm |
| Tolerance (post-machined) | ±0.05 mm on critical dimensions |
| Surface Finish (as-forged) | Ra 3.2–6.3 µm (after shot blast) |
| Surface Finish (post-machined) | Ra 0.8–1.6 µm |
| Min Lot Size (new tooling) | 100 Kg |
| Lead Time | 4–6 weeks (new tooling) | 3–4 weeks (existing tooling) |
| Price | US$ 15.80 / Kilogram (FOB India) |
Copper Alloy Equivalents for Hot Forging
| UNS | EN | BS | DIN | IS | Forging Temp (°C) | Application |
|---|---|---|---|---|---|---|
| C11000 | CW004A | C101 | E-Cu58 | ETP Cu | 700–800 | Earthing clamps, cable lugs, OHL hardware |
| C12200 | CW024A | C106 | SF-Cu | DHP Cu | 700–800 | Brazed assemblies, plumbing fittings, water fittings |
| C18200 | CW105C | — | CuCr1 | — | 900–1000 | Welding electrodes, high-temp contacts, resistance welding |
| C17200 | CW101C | CB101 | CuBe2 | — | 760–870 | Aerospace connectors, high-strength spring contact blanks |
Product Types / Variants
| Type | Description | Application / Standard |
|---|---|---|
| OHL Compression Dead-End Fittings | Forged copper dead-end tension clamp bodies | Transmission line stringing, IEC 61284 |
| Substation Earth Clamps | Forged Cu C-clamps and U-clamps for earth grid connections | IEEE 837, IS 3043, IEC 62561 |
| Parallel Groove (PG) Connectors | Forged copper body PG clamps for tee-off and butt connections | IEC 61238-1, NFC 33-020 |
| T-Connectors and Cross Connectors | Forged copper T-shaped and cross-shaped earthing connectors | IEEE 837, DIN 46341 |
| Tension Clamps and Strain Clamps | Forged copper anchor clamps for conductor terminations | IEC 61284, AS 3607 |
| Cable Lug Bodies (Heavy Duty) | Hot-forged copper lug bodies for >630 mm² cable sections | IEC 61238-1 Class A |
| Bus-Bar Suspension Clamps | Forged copper clamps for bus-bar support and vibration damping | IS 8084, ANSI/IEEE C37 |
| Forged Flanges and Pipe Fittings | Copper forged flanges for electrical bus duct and cable boxes | ASME B16.5, DIN 2642 |
Applications by Industry
| Industry / Segment | Copper Hot-Forged Part Application |
|---|---|
| Power Transmission (OHL) | Dead-end fittings, suspension clamps, mid-span compression joints, vibration damper mounts |
| Substations (HV/EHV) | Earth clamps, grounding pads, conductor connectors, tension clamp hardware |
| LV/MV Distribution | Parallel groove connectors, tee connectors, cable end fittings, bus-bar clamps |
| Industrial Earthing | Earth clamps for structural steelwork, equipment bonding connectors, rod-to-tape connectors |
| Marine and Offshore | Hull bonding clamps, cathodic protection contacts, offshore platform earthing |
| Railways | Rail bonding clamps, traction return connectors, OHE tension fittings |
| Industrial Manufacturing | Welding electrode holders, resistance welding arms, brazing fixture components |
Manufacturing Process
(1) Billet Preparation – copper billet cut from certified rod/bar; weight toleranced to ±2% for volume control. (2) Heating – billet heated in gas-fired or induction furnace to 700–800 °C; temperature verified by optical pyrometer. (3) Die Lubrication – graphite-in-water or graphite-in-oil die lubricant applied by spray system to die faces. (4) Hot Forging – heated billet placed in lower die; upper die descends (press) or hammer strikes (hammer forge); billet fills die cavity; flash forms in flash gutter. (5) Flash Trimming – hot or cold trimming press removes flash from forging perimeter. (6) Heat Treatment – annealing at 400–600 °C (if required) to relieve forging stresses and restore ductility. (7) Scale Removal – shot blasting or acid pickling (H₂SO₄) to remove oxide scale. (8) CNC Machining – precision machining of critical interfaces, bolt holes, threads. (9) Dimensional Inspection – CMM/manual gauging per drawing. (10) Surface Treatment – plating or passivation. (11) Mechanical Testing – tensile, hardness, impact (on lot representatives). (12) Documentation and Packing.
Quality Standards and Certifications
| Standard | Scope |
|---|---|
| ISO 9001:2015 | Quality Management System |
| EN 10204 Type 3.1 | Material test certificates with independent inspection body |
| IEC 61284 | Overhead line fittings – requirements and tests |
| IEC 61238-1 | Compression and mechanical connectors for power cables |
| IEEE 837 | Substation grounding connections – qualification |
| IEC 62561 | Lightning protection system components |
| IS 3043 | Code of practice for earthing (India) |
| ASTM B187 / EN 13601 | Copper rod and bar for forging stock |
| ASTM E114 | Ultrasonic testing of large copper forgings |
| RoHS 2 / REACH | Hazardous substance compliance |
Why Choose Electrical Accessories India?
Our integrated copper hot forging capability—closed-die presses from 200 to 5,000 tonnes, in-house flash trimming, shot blasting, CNC post-machining, and electroplating—provides a complete single-source supply for copper hot forged parts from prototype to full production. With type-testing experience to IEC 61284, IEC 61238-1, and IEEE 837, and export to 20+ countries, we are the preferred copper forging partner for power utilities, EPC contractors, and transmission and distribution OEMs. Competitive price: US$ 15.80/kg FOB India | New tooling: 4–6 weeks | MOQ: 100 Kg.
Frequently Asked Questions
Q1. What is the difference between copper hot forging and copper cold forging?
Hot forging heats copper to 600–800 °C (where yield strength falls to ~10% of room temperature value) to enable forming of large, complex geometries with lower press force. Cold forging operates at ambient temperature, producing tighter tolerances (±0.05 mm vs. ±0.3 mm) and better surface finish (Ra 0.8 µm vs. Ra 3.2 µm) but is limited to smaller parts with simpler geometry due to higher forming forces required. Copper cold forged parts are work-hardened; copper hot forged parts are typically annealed post-forging.
Q2. What copper grades are suitable for hot forging?
C11000 (ETP) and C12200 (DHP) are the standard hot forging grades with excellent hot workability at 700–800 °C. C18200 (chromium copper) is hot-forged at 900–1,000 °C for resistance welding applications. C17200 (beryllium copper) is hot-forged at 760–870 °C for aerospace and defence high-strength applications.
Q3. Can copper hot forgings be type-tested to IEC 61284?
Yes. Our copper forged OHL fittings are type-tested at NABL-accredited testing laboratories per IEC 61284 for mechanical strength (rated tensile load, slip strength), electrical resistance (steady-state and cyclic), and temperature rise. Type test certificates from accredited laboratories are available for standard product ranges.
Q4. What is the typical tooling investment for copper hot forging dies?
Closed-die forging tooling (upper + lower die set + flash trimming die): US$ 8,000–80,000 depending on part complexity and size. Open-die forging uses flat/contoured universal tooling at minimal tooling cost (US$ 500–2,000). Forging die life is typically 20,000–100,000 strokes in hot copper forging with H13 or H11 tool steel dies.
Q5. What is the weight range for copper hot forgings?
Closed-die hot forgings: 50 g to 25 kg. Open-die hot forgings: 1 kg to 200 kg. For custom large copper forgings >25 kg in closed-die, please consult our engineering team for feasibility and tooling options.
Q6. Do you supply copper compression dead-end fittings for HV transmission lines?
Yes. Copper compression dead-end fittings for ACSR, AAC, and AAAC conductors per IEC 61284 and AS 3607 are manufactured in standard and custom sizes. Hydraulic compression is performed with calibrated crimping tools to die index per IEC 61238-1. Loop and clevis end configurations are available.
Q7. Can copper hot forgings be supplied with silver or tin plating?
Yes. Post-forging and post-machining, copper hot forgings can be supplied with tin plating (ASTM B545, 2–10 µm), silver plating (ASTM B700, 5–25 µm), or nickel plating (ASTM B689, 2–10 µm). For outdoor OHL hardware, hot-dip tinning or silver plating on contact surfaces is available per ASTM B545 / IEEE C119.4 requirements.
Q8. What non-destructive testing (NDT) is available for copper hot forgings?
Ultrasonic testing (UT) per ASTM E114 for internal soundness (voids, cracks, laminations) is standard on forgings >10 kg. Dye penetrant testing (PT) per ASTM E165 is available for surface crack detection. Hardness testing per ASTM E18 (Rockwell) and tensile testing per ASTM B557 on lot representatives are performed and reported in the inspection certificate.
Q9. What is the lead time for copper hot forged parts?
Standard parts from existing die configurations: 3–4 weeks. New tooling development (die design, manufacture, trial): 4–6 weeks. Express lead time for small open-die forgings on standard sections: 2 weeks. For critical project timelines, concurrent tooling and raw material procurement can reduce schedule by 1–2 weeks.
Q10. Do you supply copper forgings for IEEE 837-qualified substation earthing connectors?
Yes. Copper forged substation earthing connectors, U-bolt clamps, and grounding pads tested and qualified per IEEE 837 (performance test for connecting joints used in substation grounding) are supplied. Test documentation includes pull-out strength (95% of rated tensile load), temperature cycling (100 cycles at rated fault current), and contact resistance (≤20 µΩ). NABL-accredited test certificates are available.
Multilingual Equivalent Terms
| Language | Equivalent Terms |
|---|---|
| Spanish | Piezas forjadas de cobre, Componentes de forja en caliente de cobre, Piezas de cobre estampadas en caliente |
| Russian | Медные кованые детали, Медные горячекованые компоненты, Детали из меди горячей штамповки |
| French | Pièces en cuivre forgées, Composants en cuivre forgés à chaud, Pièces cuivre matricées à chaud |
| Portuguese | Peças de cobre forjadas, Componentes de cobre forjados a quente, Peças de cobre estampadas a quente |
| Italian | Parti in rame forgiate, Componenti in rame forgiati a caldo, Pezzi in rame stampati a caldo |
Related Products – Copper Parts and Components
- Copper Transformer Studs
- Copper Transformer Stud Connectors
- Copper Hex Bolts, Copper Bolts
- Copper CNC Machined Parts
- Copper Impact Extrusion / Copper Extruded Parts
- Copper Milling Work / Copper Milled Parts
- Copper Screw Machine Parts
- Copper Cold Forged Parts
Request a Quote
Electrical Accessories India | Manufacturer & Exporter of Copper Hot Forged Parts
📧 Email: info@elecaccs.com | 🌐 elecaccs.com
📦 Price: US$ 15.80 / Kilogram (FOB India) | New Tooling: 4–6 weeks | Production: 3–4 weeks | MOQ: 100 Kg